Категория: Руководства
Производственная система Тойота (TPS) – это система, направленная на обеспечение максимального качества, минимизации затрат и времени выполнения заказа путем устранения потерь.
ИСТОРИЯ РАЗВИТИЯКомпанией, разработавшей данную систему является компания Тoyota Motor Corporation. Заслуга разработки TPS принадлежит Тайити Оно, являвшегося директором по производству на заводе Тойота в период после Второй мировой войны. Тайити Оно начал разработку производственной системы в 50-е годы XX ст с механической обработки и постепенно стал распространять новые методы на другие виды операций. В 1960-е – 1970-е гг. TPS под его руководством распространяется среди поставщиков компании. В 1984 г в Калифорнии создается совместное предприятие Toyota и General Motors – компания NUMMI. С этого момента начинается распространение TPS за пределами Японии. После выхода в свет в 1990 г книги The Machine That Changed the World, описывающей результаты пятилетних исследований, выполненных Массачусетским технологическим институтом, быстрыми темпами началось признание TPS в качестве модели производственной системы. Специалистами института было обнаружено, что производственная система Тойота является намного более эффективной и производительной по сравнению с массовым производством. Поэтому ее можно отнести к абсолютно новой модели производственной системы. Для обозначения данного метода организации производства, радикально отличающегося от существующих ранее, был создан термин бережливой производство.
СУТЬ СИСТЕМЫВ основе системы TPS лежат два метода: «точно вовремя» и дзидока, которые часто изображаются в виде домика.
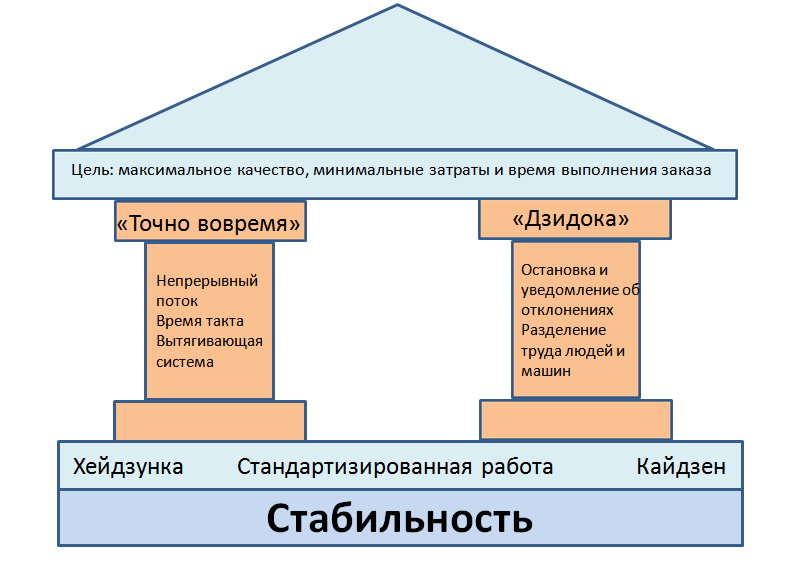
Концепции «точно вовремя» и дзидока зародились еще в довоенное время. Основателем концепции дзидока был Сакити Тоеда. Он создал устройство автоматической остановки ткацкого станка при разрыве нити. Это позволило значительно повысить качество продукции и освободить людей для выполнения операций, создающих больше ценности, чем наблюдение за работой станков. В конечном итоге эта простая идея стала применяться на каждом станке, на каждой производственной линии и при выполнении каждой операции в компании Тойота. Концепцию «точно вовремя» разработал сын Сакити Кийтиро Тоеда, он же стал основателем автомобильного бизнеса Тойота. Кийтиро решил, что операции, выполняемые на предприятиях Тойота, не должны создавать излишних запасов и что Toyota совместно со своими поставщиками сделает все возможное для выравнивания производства. Над этой проблемой трудился Таити Оно. В результате проведенной работы, на основе концепции «точно вовремя» им была разработана уникальная система организации потоков материалов и информации, позволяющая контролировать перепроизводство. Ключ к поддержанию и совершенствованию производственной системы Тойота заключается в постоянном выполнении стандартизированной работы и кайдзен на основе цикла PDCA.
Вклад участников










Почему именно Разумная?
Я приведу только одно высказывание Отто Эстерле «Разум, интеллект обычно связывают со способностью человека мыслить, понимать, различать, находить выход из трудных ситуаций, а также с сообразительностью, изобретательностью, уменьем предвидеть будущие события».
Это высказывание наиболее полно отражает то, что вкладывается в понятие Разумная.
Этот термин также требует определения, т.к. традиционное понимание производства – это набор операций с использованием материальных и нематериальных ресурсов для производства товаров. Или совсем примитивно – это станки.
TPS рассматривает производство, как вид деятельности по созданию продукта, удовлетворяющего потребности покупателя.
На практике оказалось, что этот термин вызывает наибольшее недоумение и противоречие. Хотя, по сути, оно очень простое и в основу положено греческое слово, которое переводится как «целое».
В TPS этот термин имеет ключевое значение, т.к. именно он соединяет воедино интересы всех подразделений компании, компании и всех заинтересованных лиц в работе этой компании: инвесторов и собственников, сотрудников, поставщиков, покупателей, государство и общество. И главное объединение заключается в формировании целостного Человека и целостного Изделия.
Целостный человек – человек разумный, Homo sapiens (лат.). Это человек способный решать трудные задачи используя творческий подход, способный взаимодействовать с себе подобными, он инициативен и нацелен на развитие.
Целостное Изделие – продукт, дающий безусловные преимущества от его использования. Он всегда востребован и продает сам себя.
Вывод. Разумная производственная система – это вид деятельности по созданию продукта имеющего безусловные преимущества при его использовании, который создан успешными людьми и для людей.
Дом Разумной производственной системы
КРАТКОЕ ОПИСАНИЕ СОСТАВЛЯЮЩИХ УСПЕХА ДОМА TPS
Синонимы: Хосин Канри, Развертывание политики, Целеполагание.
1. Важным элементом является Организационно-административная система предприятия. Иногда встречается мнение, что в компании Toyota нет бюрократии. Это ошибочное мнение. Ее там много, проста она создана для того чтобы помогать! Этим объясняется большое количество форм контрольных листков, отчетов и пр. И многие из них заполняются вручную.
Ниже приведена общая схема Организационно-административной системы.
2. Следующим элементом является развертывание стратегической цели компании до уровня подразделений, далее до уровня команд и конечно до уровня каждого сотрудника предприятия.
Формулирование цели компании является важным элементом планирования деятельности. А ее разворачивание важным элементом согласования и вовлечения сотрудников предприятия.
В проектах мы всегда рекомендуем использовать метод SMART для формулирования цели.
Практический пример Развертывания цели компании.
Цель компании – Увеличить объем полученной прибыли на 25 % по сравнению с 2011 годом за счет разработки новых видов продукции путем устранения потерь в ПСПЦ при создании нового продукта, а также снижение себестоимости на 10% в срок до 30.12.2012 г.
Цель подразделения новых разработок и подготовки производства
Сократить время цикла выхода нового изделия на рынок с 120 дней до 30 дней используя систему QFD в срок до 01.12.2012.
Цель отдела главного конструктора
Сократить затраты на доработку и изменение КТД с 1560 человеко-часов до 590 человеко-часов на одно изделие.
Сократить время потерь на рабочем месте на поиск и получение необходимой информации о новом изделии на 80% от потерь фонда рабочего времени в срок до 01.11.2012.
Далее определяется вклад каждой нижележащей цели в вышестоящую и в общую цель компании.
Основная задача данной системы маркетинговый анализ рынка, сбор требований потребителей к продукту. Организация межфункциональных проектных рабочих групп по разработки и внедрению в основное производство нового изделия.
Синонимы: Quality Function Deployment, Структурирование функций качества.
Функция качества — это набор характеристик и свойств, присущих продукции и делающих ее необходимой потребителю.
Процесс развертывания функций качества представлен на схеме, см. ниже:
Управление потоком создания потребительской ценности (ПСПЦ)
Синонимы: Управление потоком, Total Flow Management, TFM, Точно вовремя, Just-in-Time, Карта потока создания ценности, Value Stream Map, Канбан, Kanban.
«Муда. Это одно из японских слов, которое вам просто необходимо знать. Оно звучит несколько странно, не так ли? Но так оно и должно звучать, ибо муда означает потери, отходы, то есть любую деятельность, которая потребляет ресурсы, но не создает ценности». Источник: Бережливое производство, Джеймс П. Вумек, Дэниел Т. Джонс.
В концепции TPS выделяется семь основных видов ПОТЕРЬ:
Объектом исследования всегда является деталь (заготовка, материал, изделие) – для нее выявляются 6 видов ПОТЕРЬ (см. с 1 по 7, кроме 2).
Человек становиться объектом исследования только в двух случаях:
1. оценка напряженности при выполнении операций (ПОТЕРЬ №2).
2. оценка эффективности использования интеллектуального потенциала в рамках постоянных улучшений (8 вид потерь – выделен американскими консультантами).
На практике нашими консультантами используется классификация потерь, предложенная С. Синго. Он выделяет только 3 вида ПОТЕРЬ:
Чтобы их правильно понимать, нужно использовать один единственный критерий – все, что останавливает процесс обработки изделия. Например, если контроль необходимо производиться с остановкой обработки – это ПОТЕРЯ.
Понимание потерь у агентов перемен трудностей и сложностей вызывает мало. Главная проблема определить, что же такое СОЗДАНИЕ ЦЕННОСТИ.
Термин СОЗДАНИЕ ЦЕННОСТИ не подлежит ни какой замене ни на какое слово! Очень многие говорят добавление стоимость или создание стоимости – это грубейшая ошибка. Исключайте ее из своего лексикона! Термин стоимость – экономический термин и отношение к TPS не имеет ни какого!
СОЗДАНИЕ ЦЕННОСТИ – это непосредственные действия по изменению физических, химических, механических свойств, формы, состава (комплектности) изделия.
В своей деятельности важно ориентировать на 5 принципов организации производственного потока:
1. Определение ПОТРЕБИТЕЛЬСКОЙ ЦЕННОСТИ конкретного продукта для клиента
2. Определение ПОТОКА создания ценности для этого продукта
3. Обеспечение НЕПРЕРЫВНОГО ТЕЧЕНИЯ потока создания ценности продукта
4. ВЫТЯГИВАНИЕ продукта потребителем
5. Стремление к ПОСТОЯННОМУ СОВЕРШЕНСТВОВАНИЮ
Основные инструменты ПСПЦ:
Синонимы: Total Quality Production, TQM, Пока-Ёка, Poka-Yoke.
Синонимы: Total Costs Management, TCM, Ведомость производственного учета.
Основная задача четкое понимание структуры затрат по видам, местам возникновения и носителям.
Наш подход. Выстаиваем структуру системы учета на предприятии.
Влияние на затраты в привязке к процессу
Направлено в первую очередь на прямые или на переменные затраты
Направлено в первую очередь на накладные или на постоянные затраты
Направлено в первую очередь на накладные или на постоянные затраты
Основной инструмент ведомость производственного учета. Она используется для:
Синонимы: Обслуживание оборудования, Производительное обслуживание оборудования, Total Productive Maintenance, OEE, Overall Equipment Effectiveness, Общая эффективность оборудования, КОЭ.
Основным показателем эффективности использования оборудования является Коэффициент общей эффективности КОЭ или OEE (англ.).
Overall Equipment Efficiency (OEE) состоит из:
Далее используется формула:
Ниже представлена модель ТРМ, см. рисунок:
Рисунок 5. Модель ТРМ
Синонимы: Training Within Industry, TWI.
Базовые навыки наставника:
Требования к наставнику, см. рисунок ниже:
Девиз наставника - Если ученик не научился, учитель не научил!
Ниже приведены 11 принципов успешного лидерства.
От печали к радости
Психологи уже давно «кричат» во всеуслышание – «Получайте удовольствие от того, что Вы делаете». По научной терминологии это называется фрустрация, т.е. отсутствие удовлетворения от выполненной работы. Получайте удовольствие от сделанного!
От жалоб и оправданий к предложениям
Многие из нас хорошие функционеры. Мы не только научились жаловаться и оправдываться, но и перекладывать вину за свои ошибки на других. Любой руководитель легко это увидит в служебных записках на свое имя, в ходе совещаний. Задача любого руководителя изменить не только свое отношение по этому вопросу, но и изменить мышление свое и своих подчиненных. Важно развивать альтернативность мышления, т.е. предлагать решение проблемы несколькими вариантами. И остается малость – выбрать лучший вариант.
От «делай как все» к «делай лучшим способом»
В данном принципе важным являются два момента. Первое способность стандартизировать лучшие способы выполнения той или иной операции. И, второе – выстроить систему передачи лучших знаний другим.
От пассивности к активности
Успех фирмы Toyota уже многие десятилетия вызывает неизменный интерес у менеджеров и бизнесменов по всему миру. Надежность автомобилей Toyota стала эталоном для мировой автопромышленности, поэтому каждый, кто заинтересован в повышении качества товаров и услуг, так или иначе, знакомится с опытом этой корпорации.
Разработав свои «14 принципов управления», впервые применив систему «5S», построив свою систему, компания вышла на первое место в мире автопроизводителей. Устойчивые принципы управления делают ее непоколебимой даже в условиях мирового кризиса.
Основа успеха компании Toyota - в совершенном управлении производством и качественной работе по созданию новых моделей, позволяющей предлагать потребителям новые модельные ряды каждые два года. Компания выпускает 60 базовых моделей для Японии и множество вариантов для зарубежных рынков, при этом степень унификации очень высока - Toyota очень успешно использует в новых моделях узлы и агрегаты от старых.
Целью моей курсовой работы является рассмотрение ключевых аспектов деятельности компании и изучение принципов системы менеджмента.
Для осуществления поставленной цели я определяю следующие задачи:
1. Рассмотреть историю компании.
2. Выявить особенности управления компании Toyota.
Данная работа актуальна тем, что автомобили марки Toyota очень популярны во всем мире, и Россия не является исключением. А принципы японского менеджмента можно использовать не только в автомобильной отрасли, но и в любой другой отрасли.
История фирмы Toyota начинается в 1924 году, когда с помощью своего сына Кииширо, Сакиши Тойода, японский изобретатель, создает полностью автоматизированный ткацкий станок, а в 1926 году основывает новую текстильную компанию Toyoda Automatic Loom Works. Позднее Сакиши Тойода продаёт патентные права на свой автоматический станок за 100 тыс фунтов стерлингов. Эти деньги Сакиши передаст своему сыну Кииширо, с повелением потратить их на то, чтобы основать в родном городке автомобильное производство.
В 1930 году Кииширо Тойода приступает к изучению производства автомобилей. Как грамотный инженер, Кииширо понимает, что единственно правильный путь для начала прогресса — воспользоваться уже имеющими успешными американскими разработками. В 1930 году Кииширо Тойода обращается к совету директоров компании Toyoda Automatic Loom Works с просьбой о выделении площадей для организации автомобильной исследовательской лаборатории. В 1931 году лаборатория начинает работу по изучению американских двигателей внутреннего сгорания. Эти работы продолжаются несколько лет. Кииширо стремится разработать уникальную японскую систему производства, которая должна учитывать характерную для этой страны ограниченность пространства и ресурсов, а также приспособляемость и разносторонность навыков ее населения.
В 1933 году в компании Toyoda Automatic Loom Works,Ltd создается автомобильное подразделение, которое возглавляет Кииширо Тойода.[1]
Качество первых автомобилей, выпущенных Тойодой в 1936 году, можно было назвать каким угодно, скорее всего, американским, но никак не японским.
В 1935 году была завершена работа над первым пассажирским автомобилем, получившим название Model A1 (впоследствии AA) и первым грузовиком Model G1, а в 1936 году утверждается логотип компании Toyota и запускается в производство автомобиль Model AA, фаэтон AB, а также грузовик AG. Тогда же была произведена первая экспортная поставка – четыре грузовика G1 отправились в северный Китай. За месяц было изготовлено всего 150 машин.
В 1937 году автомобильное подразделение Toyoda Automatic Loom Works, Ltd выделяется в самостоятельную компанию — Motor Company, Ltd. К этому времени Тойода получает «госзаказ» на 3000 грузовиков для японской армии. Заказ военных грузовиков был настолько выгоден, что через год — в 1938 году — позволил братьям Тойода построить новый настоящий автозавод Honsha Plant в городке Коромо. Поныне это место является центром империи Toyota — много лет спустя городок даже был переименован в Toyota за заслуги корпорации перед отечеством.
В 1940 году Киишира для обеспечения потребностей компании в металле в том же году создается Toyoda Seiko, Ltd. — крупнейший на сегодняшний день японский производитель прутков и калиброванной стали Aichi Steel Works.
В 1941 году запускается завод по производству станков и оборудования — Toyota Machine Works Co. Ltd. В том же 1941 начинается производство легкового автомобиля АЕ, в 1942 году запускается в производство грузовик KB, а в 1947 — легковой грузовик SB и малолитражный пассажирский автомобиль SA. Год 1947 становится знаковым для компании — с конвейера сходит автомобиль с порядковым номером 100 000.
В 1951 году на сборочных линиях начинается производство джипа BJ Toyota Jeep — прототипа сегодняшнего Land-Cruiser. В 1957 году в США начинает работу Toyota Motor Sales USA — американское представительство компании Toyota. В том же году автомобиль Toyota Crown, выпуск которого для внутреннего рынка Японии был начат в 1955 году, впервые начинает поставляться на американский рынок.
В 1958 году Toyota открывает представительство в Бразилии, а уже в 1962 году с конвейера сходит миллионный автомобиль для внутреннего рынка. В 1961 году выпущена модель Toyota Publica – небольшой экономичный автомобиль, быстро ставший популярным.
В 1966 году с конвейера сходит первый автомобиль Toyota Corolla — один из будущих бестселлеров компании. Год спустя Эйджи Тойода становится президентом Toyota.
В 1969 году Toyota экспортирует свой миллионный автомобиль.
В 1970 году начинается выпуск легендарной модели Toyota Celica.
После «нефтяного кризиса» 1974 года международная автомобильная промышленность оказывается в тяжелом положении. Однако Toyota пребывает в числе тех немногих производителей автомобилей, которые продолжают получать устойчивую прибыль. Многие конкуренты стремятся выяснить, как же компания добивается рентабельной работы в неблагоприятных условиях рынка. Ведь в этот период Toyota удается достичь высоких уровней качества (малого количества дефектов) и производительности труда (в конце 1980-х гг. количество выпускаемых автомобилей в расчете на одного работника компании в два-три раза превышает показатели на предприятиях фирм США и стран Европы). Toyota демонстрирует также колоссальную гибкость, выпуская сравнительно небольшие партии разных моделей практически без снижения показателей качества и производительности труда. В 1978 году начинается производство Toyota Celica XX, сегодня известной как Toyota Supra, а в 1980 — Celica Camry, сегодня известной нам как Toyota Camry. В 1979 году суммарный экспорт марки достигает отметки 10 000 000 автомобилей.
В 1982 г. Эйджи Тойода становидтся председателем совета директоров компании. В том же году он начинает переговоры с General Motors (GM) о грандиозном совместном предприятии — создании компании New United Motor Manufacturing Incorporated (NUMMI), которая должна будет выпускать автомобили на основе японской модели «Corolla» на недавно закрытом заводе GM в городе Фримонт, штат Калифорния. Проект успешно реализуется в 1984 году, что доказывает возможность применения системы производства компании Тойота в странах Запада.
В 1982 году начинается выпуск модели Camry. К этому моменту Toyota окончательно утвердилась в роли крупнейшего автомобильного производителя Японии, занимающего третье место в мире по объемам производства. В 1983 году Toyota подписывает многолетнее соглашение с General Motors, а в следующем году начинается производство автомобилей на их совместном предприятии в США. В 1986 году перешагнут еще один рубеж – выпущен уже 50-миллионный автомобиль марки Toyota. Появляются на свет новые модели – Corsa, Corolla II, 4Runner.
В том же 1982 году Toyota Motor Co. Ltd и Toyota Motor Sales Co. Ltd объединяются в Toyota Motor Corporation. Темпы производства и продаж продолжают неуклонно расти. В 1985 году суммарный экспорт достигает отметки 20 000 000 автомобилей, в 1986 году на внутреннем рынке выпускается 50-миллионный автомобиль. Год 1986 знаменуется увеличением объема продаж на внутреннем рынке до двух миллионов машин в год.
Успех производственной системы компании Тойота превращает Японию в одного из мировых лидеров по производству автомобилей и способствует повышению производительности и эффективности труда в странах Запада.
Одним из главных событий 80-х годов можно считать появление такой марки, как Lexus — подразделения Toyota, созданного для выхода на рынок автомобилей высокого класса. До этого Япония ассоциировалась с небольшими, экономичными, недорогими и демократичными автомобилями; с появлением же Lexus в секторе роскошных дорогих машин положение изменилось. Уже через год после основания Lexus, в 1989 году были представлены и поступили в продажу такие модели, как Lexus LS400 и Lexus ES250.
В 1990 году начинает работать европейское подразделение компании Toyota — Toyota Motor Europe Marketing & Engineering S. A.
В 90-х годах Toyota привлекает серьезные инвестиции для увеличения своей доли на рынках США, Европы, Индии и Азии, параллельно расширяя модельный ряд. Компания использует при этом новейшие технические решения и разработки. Через два года — в 1992 — открывается первый в Европе завод корпорации — Toyota Motor Manufacturing (U.K.), Ltd.
Toyota продолжает свою мировую экспансию – открываются филиалы во все новых и новых странах мира и развиваются те, что уже были открыты. Тогда же вышла Хартия Земли (The Earth Charter) – как реакция на усиливающиеся экологические веяния в обществе. Экология оказала на развитие Toyota большое влияние; были разработаны планы и программы по защите окружающей среды, а в 1997 году была создана модель Prius, оснащенная гибридным двигателем (Toyota Hybrid System). Помимо Prius, гибридными двигателями были оснащены модели Coaster и RAV4.
Кроме этого, в 90-е годы Toyota успела выпустить свой 70-миллионный автомобиль (1991 год), и 90-миллионный (1996).
Дилерская сеть Toyota Auto в 1998 переименовывается в Netz Toyota. В том же году начинают работать заводы Toyota в Индиане и западной Вирджинии, а через год завод Toyota Kirloskar Motor в Индии.
В 1999 году компания Toyota выходит на лондонскую и нью-йоркскую фондовые биржи, а на внутреннем рынке Японии производится 100-миллионный автомобиль.
Год спустя для отслеживания финансового состояния разросшейся корпорации создается Toyota Financial Services Corporation, а уже в 2001 году во Франции начинается производство на Toyota Motor Manufacturing France S. A.S. (TMMF).
В 2002 году Toyota впервые выступает в составе команд Формула-1. В Китае начинает работать еще один завод Toyota, а в США производится автомобиль с порядковым номером 10 000 000. В том же году продается 100-тысячный автомобиль Toyota Prius.
К 2005 году мировой объем продаж Toyota Camry достигает 10 000 000 автомобилей. В это же время в Европе начинается производство микролитражного Toyota Aygo, а автомобили торговой марки Lexus начинают продаваться на японском рынке.[2]
В апреле этого же года произошло знаковое событие для России – было подписано соглашение о строительстве завода Toyota Motor Manufacturing Russia. 21 декабря 2007 года в Санкт – Петербурге состоялось открытие завода Toyota Motor Manufacturing Russia.[3]
2 Особенности менеджмента корпорации ToyotaПроизводственная система Toyota разрабатывалась в автомобильной компании в течение примерно трех десятилетий с 1945 по 1975 годы.
Западных менеджеров и экономистов всегда интересовали секреты эффективности японских производителей. Когда японские компании со своими недорогими и качественными автомобилями впервые заняли существенную долю американского рынка, считалось, что залог их успеха заключается в особенности японских рабочих, способных трудиться без сна и отдыха. Но когда японцы построили свои заводы в Америке и добились тех же потрясающих успехов - в эффективности производства и качестве продукции, - но уже с американскими рабочими, американские конкуренты были совершенно обескуражены. Оказалось, что весь секрет - в уникальной по эффективности организации производства. При ближайшем рассмотрении выяснилось, что японцы очень много внимания уделяют таким, казалось бы очевидным вещам, как удовлетворение потребностей клиентов, качество продукции, экономия, исключение лишних операций. Но эти гениально простые принципы, позже составившие основу концепции "бережливого производства" (lean manufacturing), оказались столь эффективными, что американским компаниям пришлось осваивать их, чтобы не отстать в конкурентной борьбе.
Таичи Оно, основатель бережливого производства и исполнительный вице-президент Toyota Motor с 1975 г. сформулировал основные принципы производственной системы Toyota, на которых она стоит вплоть до сегодняшнего дня:
1. Производить только то, что нужно, и только тогда, когда нужно. Правило распространяется на запчасти, на организацию, на характеристики продукции. Все прочее - расточительство.
2. При появлении ошибки следует сразу же найти ее причину, устранить ее и не допустить ее появления в будущем. Цель: отсутствие ошибок.
3. Все сотрудники и поставщики должны постоянно повышать качество продукции и совершенствовать производственный процесс.
Также Таичи Оно в процессе совершенствования производственной системы сделал неожиданное открытие: оказалось, что производить детали мелкими партиями выгоднее, чем крупными.
Во-первых, сокращались издержки на их перевозку и хранение, а во-вторых, что даже более важно, можно было выявить брак еще до того, как детали уходили на сборку. Когда Таичи Оно изучал конвейеры американских компаний, его поразили масштабы потерь. Американцы ориентировались на два основных показателя: соответствие объемов выпуска плану и качество автомобилей на выходе. Руководители производства знали, что если они произведут меньше, чем запланировано, у них будут проблемы. К тому же автомобили все равно дорабатывали перед отгрузкой потребителю, поэтому главным было - ни в коем случае не останавливать конвейер.
Даже если на каком-либо этапе возникала ошибка или появлялся брак, автомобиль все равно собирали до конца, и только уже сошедший с конвейера продукт проверяли на качество и устраняли дефект, тратя на это много сил, ресурсов и времени. Производство деталей малыми партиями позволяло избежать таких потерь.
Но на практике создать систему, при которой детали производятся маленькими партиями точно в соответствии с производственной необходимостью, с минимальной долей брака во время сборки, оказалось делом нелегким: для этого нужно было, чтобы рабочие сами стремились постоянно повышать качество.
Таичи Оно начал эксперимент. Он разбил рабочих компании Toyota на команды, за каждой закрепил определенный участок работы, на котором необходимо было выполнять сразу несколько функций, поставил перед ними конкретные задачи и обязал делать все вспомогательные операции - уборку, ремонт и даже контроль качества. Тем самым он не только устранил лишних сотрудников, но и добился того, что рабочим стали небезразличны результаты их труда. Воспитывая в них чувство ответственности, Таичи Оно стимулировал рабочих постоянно оптимизировать трудовой процесс, принимая рационализаторские советы не только по поводу их участка, но и всего завода Toyota.
Не удивительно, что конвейер стал останавливаться ежеминутно. Но реформатор, несмотря на недовольство рабочих, пошел до конца: если на Западе ошибку исправляли и забывали про нее, надеясь, что она больше не повторится, то Оно заставлял рабочих тщательно анализировать породившие ее причины. Затем весь технологический процесс тщательно стандартизировали и описывали, чтобы предотвратить появление подобной ошибки в будущем.
Уменьшению количества брака способствовало и объединение производства в общий поток. В результате качество готовой продукции на заводе Toyota заметно улучшилось, а заодно практически отпала необходимость исправлять брак. Благодаря этому в плане производительности Toyota заметно оторвалась от автомобилестроителей, работавших по традиционной схеме, на заводах которых "работа над ошибками" занимала почти четверть времени, не говоря уже о том, что для этого требовалось не меньше одной пятой производственных площадей.
Таблица 1 – особенности непрерывного потока

Так под руководством Тайчи Оно была создана система производства "точно вовремя" – «Just-In-Time» (JIT). При которой на производственной линии необходимые для сборки детали оказываются строго в нужный момент и в строго требуемом количестве, с использованием средств передачи информации "канбан".
Эта система предполагает устранение тех видов деятельности, которые не приносят дохода, и переход к "бережливому производству", достаточно гибкому, чтобы приспособиться к разнообразным требованиям потребителей.
Характерными чертами JIT, отличающими ее от традиционных систем массового производства, являются:
1. Производство изделий ровно столько, сколько необходимо в данный момент на следующих операциях.
2. «Тянущая» система производства – планирование от фактической потребности рынка, а не от установленных нормативов как в «проталкивающей системе».
3. Короткий цикл производства.
4. Высокая оборачиваемость активов.
5. Эффективное использование ресурсов.
6. Минимальная величина запасов (сырье, материалы, незавершенное производство, готовая продукция).
7. Высокая производительность труда.
8. Непроизводственной работе уделяется минимум времени.
9. Высокая вовлеченность всего персонала в непрерывный процесс постоянных улучшений.
Канбан по-японски – «бирка», «карточка» или «сигнал». Так называется инструмент управления потоком и производством изделий в системе «вытягивания». Лучший способ изменить график поставки материалов от внутренних и внешних поставщиков – использовать канбан.
Основные принципы работы канбан:
1. Пустые контейнеры с ярлычком, как бы говорящим: «Наполни меня»;
2. Полные контейнеры с точным указанием уровней заполнения и максимума;
3. ярлычки, расположенные на производственном участке и указывающие точное количество требующихся деталей;
4. ярлычки, закрепленные на полных контейнерах и указывающие на необходимость перемещения продукции в определенную точку;
5. разметка на полу и на полках, контролирующая перепроизводство;
6. использование канбан для информирования о производственном браке;
7. поддержание порядка и техники безопасности;
8. все работники, участвующие в этом процессе, должны быть осведомлены о «визуальном графике», который обеспечивает применение канбан.
В традиционном производстве могут оказаться полезными многие методы, используемые при планировании производства и поставок материалов. Вместо вмешательства в производственный процесс и внедрения в него сложных систем планирования, технологи занимаются определением и корректировкой количества необходимых контейнеров и ярлычков, задействованных в конкретных процессах. [4]
Проще говоря, технологам нужно определить уровень суточного расхода деталей и компоновку стандартного контейнера. Общий суточный расход деталей делится на вместимость стандартного контейнера, тем самым определяется количество ярлычков канбан, участвующих в процессе. В некоторых условиях определенное количество деталей на наладку и длительные маршруты транспортировки вынуждают технологов «подгонять» ответ вычислений и выдавать несколько лишних ярлычков.
Начиная с 1986 года, когда была издана книга "Кайдзен: ключ к успеху японских компаний", появившийся термин кайдзен был принят в качестве обозначения одной из ключевых концепций менеджмента.
В японском языке слово "кайдзен" означает "непрерывное совершенствование". Исходя из этой стратегии, в процесс совершенствования вовлекаются все - от менеджеров до рабочих, причем ее реализация требует относительно небольших материальных затрат. Философия кайдзен предполагает, что наша жизнь в целом (трудовая, общественная и частная) должна быть ориентирована на постоянное улучшение.
Хотя усовершенствования в кайдзен невелики и постепенны, через некоторое время их внедрение дает поразительные результаты. Кайдзен объясняет, почему японские компании не останавливаются в своем развитии. Западный менеджмент, между тем, привержен инновациям - масштабным изменениям для достижения технологических прорывов, новейшим концепциям менеджмента или производственным технологиям. Инновация предполагает кардинальное изменение, на котором сосредоточено основное внимание. Кайдзен же - процесс нередко прозаичный и не бросающийся в глаза. Однако инновация подобна одиночному выстрелу, и ее результаты часто неоднозначны, в то время как процесс кайдзен, основанный на здравом смысле и малых затратах, обеспечивает неуклонный прогресс, который оправдывает себя в долгосрочной перспективе. Кайдзен - это еще и подход, характеризующийся малым риском. Менеджеры, не испытывая больших потерь, всегда могут вернуться к прежним способам работы.
Сущность большинства "уникальных для Японии" методов менеджмента, будь то повышение производительности, мероприятия по TQC (всеобщему контролю качества), кружки КК (контроля качества) или трудовые отношения, можно свести к одному слову: кайдзен. Заменив такие слова, как производительность, SQC (статистический контроль качества), НД (нуль дефектов), канбан - термином кайдзен, мы сможем получить куда более четкое представление о том, что происходит в японской промышленности. Кайдзен - это "зонтик", под которым укрылась большая часть этих "уникальных для Японии" практик, снискавших в последнее время мировую известность.
Рисунок 1 – «зонтик» Кайдзен
Основное значение TQC или CWQC (контроля качества в масштабе всей компании) в том, что эти концепции помогли японским фирмам сформировать мышление, ориентированное на процесс, и разработать стратегии непрерывного совершенствования, причем в этот процесс вовлечены сотрудники на всех уровнях организационной иерархии.
Для японской ментальности характерна вера в бесконечные возможности совершенствования. Как гласит японская пословица: "Если вы не встречались с другом три дня, присмотритесь получше, и вы увидите, что в нем изменилось". Смысл этого высказывания в том, за три дня человек не может остаться прежним, поэтому нужно быть внимательным, чтобы заметить эти перемены.
Менеджмент должен использовать следующие основные элементы концепции, чтобы реализовать стратегию Кайдзен:
· Кайдзен и менеджмент.
· Процесс, а не результат.
· Следуй циклам PDCA/SDCA.
· Качество - прежде всего.
· Говори, используя данные.
· Следующий процесс - это потребитель.
Первое, что нужно сделать в процессе кайдзен, это ввести цикл "планируй-делай-проверяй-воздействуй" (PDCA) в качестве механизма, который обеспечивает непрерывность кайдзен в достижении политики поддержания и совершенствования стандартов. Это - один из самых важных моментов процесса.
Рисунок 2 – Цикл PDCA
· "Планируй" предполагает, что должны быть установлены цели для совершенствования (так как кайдзен - стиль жизни, то всегда должна быть цель совершенствования в любой сфере) и намечены планы действий для их достижения.
· "Делай" относится к реализации плана.
· "Проверяй" относится к определению того, оставило ли внедрение след и привело ли к запланированному улучшению.
· "Воздействуй" относится к построению и стандартизации новых процедур, призванных предотвратить повторение первоначальной проблемы или установить цели для новых улучшений.
Цикл PDCA постоянно возобновляется: как только происходит улучшение, результат процесса превращается в объект дальнейшего совершенствования. Внедрение PDCA означает: "никогда не удовлетворяться существующим положением вещей". Поскольку люди предпочитают сохранять статус – количество, и зачастую уклоняются от инициирования улучшений, менеджмент должен подталкивать их, постоянно устанавливая стимулирующие цели.
Любой новый рабочий процесс сначала нестабилен. Перед тем как начать применение PDCA, каждый текущий процесс надо стабилизировать с помощью цикла "стандартизуй-делай-проверяй-воздействуй" (SDCA).
Рисунок 3 – Цикл SDCA
Всякий раз, когда в текущем процессе появляются отклонения, надо задать следующие вопросы:
· Это случилось потому, что у нас не было стандарта?
· Это случилось потому, что мы не следовали стандарту?
· Это случилось потому, что стандарт не был адекватным?
Только после того, как стандарт установлен, а его требования выполняются, стоит, стабилизируя текущий процесс, перейти к использованию PDCA.
SDCA стандартизирует и стабилизирует текущие процессы, в то время как PDCA улучшает их. SDCA относится к поддержанию, а PDCA - к совершенствованию, а вместе они становятся двумя главными задачами менеджмента. [5]
Также концепция кайдзен предполагает наличие системы 5S или «пяти шагов для поддержания порядка».
Пять шагов для поддержания порядка, обозначенные японскими терминами, заключаются в следующем:
1.Сейри (Seiri): Осознать, что для производства обязательно, а что излишне, и отказаться от последнего.
2.Сейтон (Seiton): Упорядочить все предметы, которые остались после осуществления сейри.
3.Сейсо (Seiso): Содержать в чистоте станки и производственную среду.
4.Сейкецу (Seiketsu): Распространить концепцию чистоты на самого себя и непрерывно повторять три предыдущих шага.
5.Сицуке (Sitsuke): Воспитать самодисциплину и выработать привычку участия в 5S с помощью стандартов.
Есть пять способов оценки уровня 5S на каждой стадии.
2. Оценка эксперта-консультанта.
3. Оценка руководства.
4. Комбинация вышеупомянутых способов.
5. Соревнование среди групп работников.
Для кайзен сам процесс важен не меньше, чем результат. Чтобы вовлекать людей в продолжение их кайзен-усилий, руководство организации должно тщательно спланировать, организовать и выполнять проект. Зачастую менеджеры хотят увидеть результаты слишком быстро и упускают жизненно важные процессы. На деле 5S – это не блажь, не прихоть на один месяц, а элемент повседневной жизни. Поэтому любой проект кайзен должен включать следующие действия.
Поскольку кайзен учитывает сопротивление людей переменам, первый шаг должен их внутренне подготовить, прежде чем начнется соответствующая кампания. Предваряя усилия по внедрению 5S, надо выделить определенное время на обсуждение этой философии и выгод от ее внедрения:
· создание чистой, в том числе с точки зрения санитарных условий, приятной и безопасной производственной среды;
· оживление рабочих мест и значительное улучшение морали и мотивации людей;
· устранение различных видов потерь с помощью минимизации потребности в поиске инструментов, облегчения работы операторов, сокращения тяжелого физического труда и высвобождения пространства.
Большая польза от 5S проявляется в рамках всей компании:
· помощь людям в воспитании самодисциплины; такие сотрудники всегда вовлечены в 5S, у них положительный интерес к кайзен, и можно быть уверенными в том, что они придерживаются требований стандартов;
· выявление многих видов потерь; признание проблем – первый шаг в устранении потерь;
· избавление от потерь улучшает процесс 5S;
· точное определение несоответствий, таких как брак и излишние запасы;
· сокращение лишних движений, например ходьбы и бесполезной трудоемкой работы;
· визуальная идентификация и последующее разрешение проблем, связанных с нехваткой материалов, разбалансированностью линии, поломками станков и задержками поставок;
· простые решения существенных логистических проблем;
· визуализация проблем качества;
· повышение эффективности работы и сокращение затрат на операции;
· сокращение числа несчастных случаев на производстве за счет устранения проблем из-за скользких полов, грязи на участке, неудобной одежды и работы в небезопасных условиях.
2.3 Дао Toyota: 14 принципов менеджментаВ своей книге "Дао Toyota: 14 принципов менеджмента ведущей компании мира" Джеффри Лайкер сформулировал 14 принципов, составляющих подход Toyota. Принципы сгруппированы в четыре категории:
1. философия долгосрочной перспективы;
2. правильный процесс дает правильные результаты (речь идет об использовании ряда инструментов Toyota Production System);
3. добавляй ценность организации, развивая своих сотрудников и партнеров;
4. постоянное решение фундаментальных проблем стимулирует непрерывное обучение.
Раздел I: Философия долгосрочной перспективы.
Принцип 1. Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
· Используй системный и стратегический подходы при постановке целей, причем все оперативные решения должны быть подчинены такому подходу. Осознай свое место в истории компании и старайся вывести ее на более высокий уровень. Работай над организацией, совершенствуй и перестраивай ее, двигаясь к главной цели, которая важнее, чем получение прибыли. Концептуальное понимание своего предназначения – фундамент всех остальных принципов.
· Твоя основная задача – создавать ценность для потребителя, общества и экономики. Оценивая любой вид деятельности в компании, учитывай, решает ли она эту задачу.
· Будь ответственным. Стремись управлять своей судьбой. Верь в свои силы и способности. Отвечай за то, что делаешь, поддерживай и совершенствуй навыки, которые позволяют тебе производить добавленную ценность.
Раздел II. Правильный процесс дает правильные результаты.
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
· Перестрой технологический процесс так, чтобы создать непрерывный поток, эффективно обеспечивающий добавление ценности. Сократи до минимума время, которое незавершенная работа находится без движения.
· Создавай поток движения изделий или информации и налаживай связи между процессами и людьми, чтобы любая проблема выявлялась немедленно.
· Этот поток должен стать частью организационной культуры, понятной для всех. Это ключ к непрерывному совершенствованию и развитию людей.
Принцип 3. Используй систему вытягивания, чтобы избежать перепроизводства.
· Сделай так, чтобы внутренний потребитель, который принимает твою работу, получил то, что ему требуется, в нужное время и в нужном количестве. Основной принцип: при системе «точно вовремя» запас изделий должен пополняться только по мере их потребления.
· Сведи к минимуму незавершенное производство и складирование запасов. Держи в запасе небольшое число изделий и пополняй эти запасы по мере того, как их забирает потребитель.
· Будь восприимчив к ежедневным колебаниям потребительского спроса, которые дают больше информации, чем компьютерные системы и графики. Это поможет избежать потерь при скоплении лишних запасов.
Принцип 4. Распределяй объем работ равномерно (хейдзунка): работай как черепаха, а не как заяц.
· Устранение потерь – лишь одно из трех условий успеха бережливого производства. Устранение перегрузки людей и оборудования и сглаживание неравномерности графика производства не менее важны. Этого часто не понимают в компаниях, которые пытаются применять принципы бережливого производства.
· Работай над равномерным распределением нагрузки во всех процессах, связанных с производством и обслуживанием. Такова альтернатива чередованию авралов и простоев, характерных для массового производства.
Принцип 5. Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
· Качество для потребителя определяет твое ценностное предложение.
· Используй все доступные современные методы обеспечения качества.
· Создавай оборудование, которое способно самостоятельно распознавать проблемы и останавливаться при их выявлении. Разработай визуальную систему извещения лидера команды и ее членов о том, что машина или процесс требуют их внимания. Дзидока (машины с элементами человеческого интеллекта) – фундамент для «встраивания» качества.
· Позаботься о том, чтобы в организации существовала система поддержки, готовая к оперативному решению проблем и принятию корректирующих действий.
· Принцип остановки или замедления процесса должен обеспечивать получение необходимого качества «с первого раза» и стать неотъемлемой частью производственной культуры компании. Это повысит производительность процессов в перспективе.
Принцип 6. Стандартные задачи – основа непрерывного совершенствования и делегирования полномочий сотрудникам.
· Используй стабильные, воспроизводимые методы работы, это позволит сделать результат более предсказуемым, повысит слаженность работы, а выход продукции будет более равномерным. Это основа потока и вытягивания.
· Фиксируй накопленные знания о процессе, стандартизируя лучшие на данный момент методы. Не препятствуй творческому самовыражению, направленному на повышение стандарта; закрепляй достигнутое новым стандартом. Тогда опыт, накопленный одним сотрудником, можно передать тому, кто придет ему на смену.
Принцип 7. Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
· Используй простые визуальные средства, чтобы помочь сотрудникам быстро определить, где они соблюдают стандарт, а где отклонились от него.
· Не стоит использовать компьютерный монитор, если он отвлекает рабочего от рабочей зоны.
· Создавай простые системы визуального контроля на рабочих местах, способствующие поддержанию потока и вытягивания.
· По возможности сократи объем отчетов до одного листа, даже если речь идет о важнейших финансовых решениях.
Принцип 8. Используй только надежную, испытанную технологию.
· Технологии призваны помогать людям, а не заменять их. Часто стоит сначала выполнять процесс вручную, прежде чем вводить дополнительное оборудование.
· Новые технологии часто ненадежны и с трудом поддаются стандартизации, а это ставит под угрозу поток. Вместо непроверенной технологии лучше использовать известный, отработанный процесс.
· Прежде чем вводить новую технологию и обрудование, следует провести испытания в реальных условиях.
· Отклони или измени технологию, которая идет вразрез с твоей культурой, может нарушить стабильность, надежность или предсказуемость.
· И все же поощряй своих людей не забывать о новых технологиях, если речь идет о поисках новых путей. Оперативно внедряй зарекомендовавшие себя технологии, которые прошли испытания и делают поток более совершенным.
Раздел III. Добавляй ценность организации, развивая своих сотрудников и партнеров.
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
· Лучше воспитывать своих лидеров, чем покупать их за пределами компании.
· Лидер должен не только выполнять поставленные перед ним задачи и иметь навыки общения с людьми. Он должен исповедовать философию компании и подавать личный пример отношения к делу.
· Хороший лидер должен знать повседневную работу как свои пять пальцев, лишь тогда он сможет стать настоящим учителем философии компании.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
· Создавай сильную, стабильную производственную культуру с долговечными ценностными ориентациями и убеждениями, которые разделяют и принимают все.
· Обучай незаурядных людей и рабочие команды действовать в соответствии с корпоративной философией, которая позволяет достичь исключительных результатов. Трудись не покладая рук над укреплением производственной культуры.
· Формируй межфункциональные группы, чтобы повысить качество и производительность и усовершенствовать поток за счет решения сложных технических проблем. Вооружи людей инструментами, которые позволяют совершенствовать компанию.
· Неустанно обучай людей работать в команде на общую цель. Освоить работу в команде должен каждый.
Принцип 11. Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
· Уважай своих партнеров и поставщиков, относись к ним, как к равноправным участникам общего дела.
· Создавай для партнеров условия, стимулирующие их рост и развитие. Тогда они поймут, что их ценят. Ставь перед ними сложные задачи и помогай решать их.
Раздел IV. Постоянное решение фундаментальных проблем стимулирует непрерывное обучение.
Принцип 12. Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу).
· Решая проблемы и совершенствуя процессы, ты должен увидеть происходящее своими глазами и лично проверить данные, а не теоретизировать, слушая других людей или глядя на монитор компьютера.
· В основе твоих размышлений и рассуждений должны лежать данные, которые проверил ты сам.
· Даже представители высшего руководства компании и руководители подразделений должны увидеть проблему своими глазами, лишь тогда понимание ситуации будет подлинным, а не поверхностным.
Принцип 13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
· Не принимай однозначного решения о способе действий, пока не взвесишь все альтернативы. Когда ты решил, куда идти, следуй избранным путем без промедления, но соблюдай осторожность.
· Немаваси – это процесс совместного обсуждения проблем и потенциальных решений, в котором участвуют все. Его задача – собрать все идеи и выработать единое мнение, куда двигаться дальше. Хотя такой процесс и занимает довольно много времени, он помогает осуществить более масштабный поиск решений и подготовить условия для оперативной реализации принятого решения.
Принцип 14. Станьте обучающейся структурой за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
· Как только процесс стабилизировался, используй инструменты непрерывного совершенствования, чтобы выявить первопричины неэффективной работы, и принимай действенные меры.
· Создай такой процесс, который почти не требует запасов. Это позволит выявить потери времени и ресурсов. Когда потери очевидны для всех, их можно устранить в ходе непрерывного совершенствования (кайдзен).
· Оберегай базу знаний об организации своей компании, не допускай текучести кадров, следи за постепенным продвижением сотрудников по службе и сохранением накопленного опыта.
· При завершении основных этапов и окончании всей работы произведи анализ (хансей) ее недостатков и открыто говори о них. Разработай меры, которые предупредят повторение ошибок.
· Вместо того чтобы изобретать колесо, когда начинаешь новую работу или когда появляется новый менеджер, научись стандартизовать лучшие приемы и методы.[6]
Можно использовать целый набор инструментов Toyota Production System, но при этом следовать лишь некоторым отобранным принципам подхода Toyota. Так вам, вероятно, удастся на какое-то время улучшить показатели эффективности, но эти результаты будут недолговечными. Но если компания, внедряя Toyota Production System, соблюдает все принципы подхода Toyota, она обязательно добьется устойчивых конкурентных преимуществ.
Сущность бережливого производства не в том, чтобы копировать инструменты Toyota, разработанные для конкретного производственного процесса. Бережливое производство означает, что нужно разработать принципы работы именно вашей организации и придерживаться их, эффективно создавая добавленную ценность для потребителей и общества. Так ваша компания сможет стать рентабельной и конкурентоспособной.
Toyota стала вторым по величине автопроизводителем в 2003 году, обогнав по продажам Ford, а по итогам 2007 года оказалась на первом месте, опередив General Motors, которая удерживала первенство в течение 77 лет. Сейчас в условиях мирового экономического кризиса в компании успешно действует антикризисная программа. Как же получилось, что компания в тяжелых экономических условиях продолжает успешно действовать?
Японский система менеджмента является одной из самых успешных в мире, и огромный вклад в японский менеджмент внесла именно Toyota. Качественная работа сотрудников едва ли не основа успешной деятельности компании. Именно эффективное управление человеческими ресурсами обеспечивает достижение высокого качества и конкурентоспособности японской продукции и технологий на международном рынке. И именно поэтому обучению и подготовке персонала уделяется такое большое значение.
Toyota разработала 14 принципов управления и впервые применила систему «5S». Построив свою систему, компания вышла на первое место в мире автопроизводителей. Чем больше изучаешь производственную систему Toyota и проникаешься ее принципами, тем лучше понимаешь, что это система, которая обеспечивает людей инструментами для непрерывного совершенствования своей работы.
Таким образом, разработанная много лет назад система управления в Toyota на сегодняшний день является одной из самой эффективной в мире. Многие страны, которые сегодня стоят на первых местах по развитию производства, пользуются японской системой. Наверное, даже спустя много лет, японские принципы управления останутся самыми успешными.
Toyota has grown to a large multinational corporation from where it started and expanded to different worldwide markets and countries. Toyota was the second motor company in 2003, and in 2007 became the world's largest automobile maker, advanced General Motors, which had been took the first place during 77 years.
Toyota made a large contribution to Japanese management system. Toyota's management philosophy has evolved from the company's origins and has been reflected in the terms "Lean Manufacturing" and «Just In Time» Production, which it was instrumental in developing. Toyota's managerial values and business methods are known as the Toyota Way.
Under the two headings of Respect for People and Continuous Improvement, Toyota summarizes its values and conduct guidelines with the following five principles:
- Genchi Genbutsu (go and see)
According to external observers, the Toyota Way has four components:
1. Long-term thinking as a basis for management decisions.
2. A process for problem-solving.
3. Adding value to the organization by developing its people.
4. Recognizing that continuously solving root problems drives organizational learning.
The Toyota Way incorporates the Toyota Production System.
As described by external observers of Toyota, the principles of the Toyota Way are:
1. Base your management decisions on a long-term philosophy, even at the expense of short-term goals
2. Create continuous process flow to bring problems to the surface
3. Use "pull" systems to avoid overproduction
4. Level out the workload
5. Build a culture of stopping to fix problems, to get quality right the first time
6. Standardized tasks are the foundation for continuous improvement and employee empowerment
7. Use visual control so no problems are hidden
8. Use only reliable, thoroughly tested technology that serves your people and processes
9. Grow leaders who thoroughly understand the work, live the philosophy, and teach it to others
10. Develop exceptional people and teams who follow your company’s philosophy
11. Respect your extended network of partners and suppliers by challenging them and helping them improve
12. Go and see for yourself to thoroughly understand the situation (genchi genbutsu)
13. Make decisions slowly by consensus, thoroughly considering all options; implement decisions rapidly
14. Become a learning organization through relentless reflection and continuous improvement
Thus Toyota management system, which was operated years ago, is the worldwide most advanced system. Many countries use Japanese system. Maybe Japanese control strategy will be the most successful in future.
1. Коллектив авторов. Канбан и точно вовремя на Toyota: Менеджмент начинается на рабочем месте. – М. 2008.
2. Лайкер Дж. Майер Д. – Дао Toyota: 14 принципов менеджмента ведущей компании мира. – М. 2008.
3. Лайкер Дж. Морган Дж. – Система разработки продукции в Toyotа. М. 2007.
4. Масааки Имаи. - Кайдзен: ключ к успеху японских компаний. – М. 2007.
5. Модель менеджмента ведущих корпораций – Канбан и система «Точно вовремя» на Toyotа. М.:2008.
6. Монден Я. – Система менеджмента Тойоты.М.:2007.
7. [Электронный ресурс]: http://www.toyota–russia.ru/about_toyota - свободный
8. [Электронный ресурс]: http://www.ramboll.ru/news/ - свободый
9. [Электронный ресурс]: http://www.autoreview.ru/archive/2007/23/toyota_history/index - свободный
10. [Электронный ресурс]: http://www.toyota.ru - свободный
11. [Электронный ресурс]: http://www.auto-run.ru/toyota.html - свободный
12. [Электронный ресурс]: http://www.toyota–russia.ru/about_toyota - свободный
[4] Коллектив авторов. Канбан и точно вовремя на Toyota: Менеджмент начинается на рабочем месте. – М. 2008. – С. 13-28.
[5] Масааки Имаи. - Кайдзен: ключ к успеху японских компаний. – М. 2007. – С. 20-37.
[6] Лайкер Дж. Майер Д. – Дао Toyota: 14 принципов менеджмента ведущей компании мира. М. 2008