




Категория: Бланки/Образцы
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей.
Общепринятые обозначенияPAC – Plasma Arc Cutting – резка плазменной дугой
Технология плазменной резкиПлазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы:

Рисунок. Схемы плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
Более подробная схема плазмотрона для плазменно-дуговой резки приведена на рисунке ниже.

Рисунок. Схема режущего плазмотрона
В корпусе плазмотрона находится цилиндрическая дуговая камера небольшого диаметра с выходным каналом, формирующим сжатую плазменную дугу. Электрод обычно расположен в тыльной стороне дуговой камеры. Непосредственное возбуждение плазмогенерирующей дуги между электродом и разрезаемым металлом, как правило, затруднительно. Поэтому вначале между электродом и наконечником плазмотрона зажигается дежурная дуга. Затем она выдувается из сопла, и при касании изделия ее факелом возникает рабочая режущая дуга, а дежурная дуга отключается.
Столб дуги заполняет формирующий канал. В дуговую камеру подается плазмообразующий газ. Он нагревается дугой, ионизируется и за счет теплового расширения увеличивается в объеме в 50–100 раз, что заставляет его истекать из сопла плазмотрона со скоростью до 2–3 км/c и больше. Температура в плазменной дуге может достигать 25000–30000°С.

Фото. Плазменная резка металла
Электроды для плазменной резки изготавливают из меди, гафния, вольфрама (активированного иттрием, лантаном или торием) и других материалов.

Фото. Сопла (в разрезе) для плазменной резки – медное (слева) и медное с вольфрамовой вставкой компании Thermacut (справа)
Количество тепла, необходимое для выплавления реза (эффективная тепловая мощность qр) . поступает из столба плазменной дуги и определяется выражением:
где Vр – скорость резки (см/с);
F – площадь поперечного сечения зоны выплавляемого металла (см 2 );
γ – плотность металла (г/см 3 );
с – теплоемкость металла, Дж/(г· °С);
Тпл – температура плавления металла (°С);
T0 – температура металла до начала резки (°С);
q – скрытая теплота плавления (°С).
Произведение Vр ·F·γ определяет массу выплавляемого металла за единицу времени (г/с). Для заданной толщины металла имеется определенное числовое значение эффективной тепловой мощности qр. ниже которого процесс резки невозможен.
Скорость потока плазмы, удаляющего расплавленный металл, возрастает с увеличением расхода плазмообразующего газа и силы тока и уменьшается с увеличением диаметра сопла плазмотрона. Она может достигать около 800 м/с при силе тока 250А.
Плазмообразующие газыТехнологические возможности процесса плазменной резки металла (скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются прежде всего плазмообразующей средой. Влияние состава плазмообразующей среды на процесс резки:
От состава плазмообразующей среды зависят и характеристики оборудования:
При выборе плазмообразующей среды также важно учитывать себестоимость процесса и дефицитность используемых материалов.
Таблица. Наиболее распространенные плазмообразующие газы
Резка с применением воздуха в качестве плазмообразующей среды называется воздушно-плазменной резкой .
Техника плазменной резки металлаПлазменная резка экономически целесообразна для обработки:
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения. При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5–20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65–68% азота и 32–35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35–50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди может осуществляться в азоте (при толщине 5–15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20–25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50–60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50–60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20–50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40–50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
Преимущества плазменной резки по сравнению с газовыми способами резки
Рисунок. Скорость воздушно-плазменной резки углеродистой стали в зависимости от ее толщины и мощности дуги.
Недостатки плазменной резки по сравнению с газовыми способами резки:
Фото. Образцы, полученные в результате плазменной резки – с высоким разрешением (сверху) и обычной (снизу). У верхнего образца верхний угол острый, а верхний угол у нижнего образца закруглен.




















![]()

Портативный станок с датчиком контроля дуги может быть запрограммирован, чтобы разрезать деталь любой формы в любой горизонтальной плоскости, аналогично портальным станкам. Контроллер (ЧПУ) станка очень прост в освоении и оснащен 7-дюймовым широкоформатным цветным ЖК-дисплеем. Размеры и форму вырезаемых изделий можно задавать как непосредственно с контроллера (ЧПУ), так и путём загрузки в контроллер (ЧПУ) файлов в формате CAD. В стандартной комплектации этот станок предназначен для газовой резки, а также для высококачественной пламенной резки, контролируемой посредством контроллера, т.е. выносного модуля ЧПУ.
Этот продукт предназначен для крупных, средних и малых предприятий, широко используется в автомобильной, судостроительной, инженерной технике, сельскохозяйственной инженерии. Данное оборудование пригодно для резки углеродистой стали (газовая резка), а также нержавеющей стали.
Данная машина наиболее эффективна в использовании при резке стального листа толщиной до 30 мм.
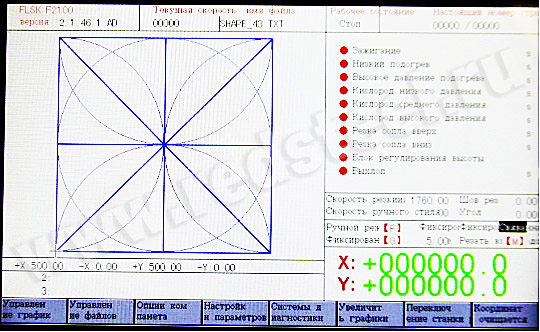
Особенности программы управления:
Чертежи CAD и элементы компьютерной графики сводятся к G-коду, который используется ЧПУ-контроллером машины для резки изделий. Данные на контроллер просто и быстро передаются через USB-порт.
Технические характеристики Параметры
Блок управления параметрами резки и контролем высоты плазменной дуги

Технические характеристики блока управления параметрами резки:
Дополнительные полезные функции:
Параметры программного обеспечения:
ZZ-программирование (опция FastCAM - TL) :автоматическое программирование и ручной ввод на основе AutoCAD. Данный способ ввода предназначен для всех видов резки с режущим программным обеспечением NC. Данное программное обеспечение может помочь пользователю выполнять различные чертежи сложных изделий.
Плюсы работы с AutoCAD:
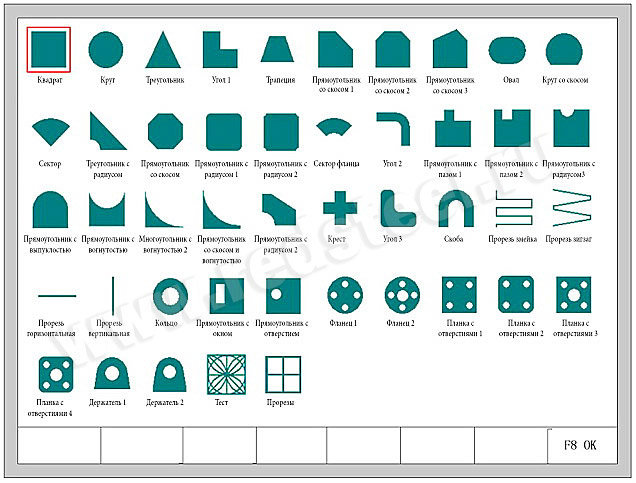
Стандартный набор параметрических деталей уже есть в программном обеспечении
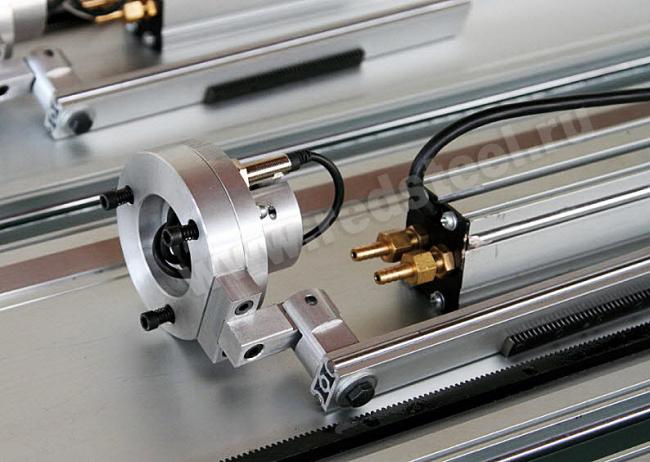
Плазменный резак для механизированной резки установленный в модуль контроля высоты

Модуль контроля высоты
Общий вид машины термической резки, готовой к работе

Образцы реза плазменной резкой






Образец резки алюминия плазменной резкой

Машина термической резки, подготовленная к резке газом


Газовые резаки применяются в машинах термической резки и имеют следующие особенности:
- отдельные предварительные подогревающие и режущие кислородные клапаны для высокого и низкого давления;
- быстрая подача кислорода позволяет делать высококачественные резы и уменьшать последующую обработку;
- позволяют использовать недорогие газы;
- увеличивают скорость реза;
- имеют небольшую зону термической деформации.
Таблица расхода газов при газовой резке
Существуют определенные параметры, определяющие процесс плазменной резки. На него влияют многие факторы, в том числе факельный зазор (зазор межу листом и соплом), состав плазмообразующего газа, скорость перемещения резака, сила тока дуги. Причем одни из них напрямую зависят от других.
Плазмообразующий газСчитается, что в ручной плазморезке наиболее эффективно в качестве плазмообразующего газа использовать обычный воздух. И это отлично – ведь что может быть доступнее и дешевле? Вот только воздушная смесь хорошо зарекомендовала себя при раскрое листов толщиной до 25 мм. Причем использование воздуха приводит к азотированию кромки. Такое явление наблюдается при насыщении кромки реза входящим, в состав воздуха, оксида азота.
При автоматической плазменной резке, как правило, применяют двойной газ. Листы толщиной +/-25 мм раскраивают с помощью водяного тумана (дополнительного газа) и азота (основного). К сожалению, на более тонких листах водяной пар достаточно интенсивно охлаждает рез. При этом не обеспечивается прогрев близлежащих участков металла. В результате на нижней поверхности образуется шлак, а кромка получается слишком грубой.
Для предотвращения такого дефекта уменьшают скорость резания или (и) увеличивают силу тока.
Для раскроя листов толще, чем 25 мм, большинство производителей плазменных резок рекомендуют использовать водород или аргон в качестве основного газа, а двуокись углерода или азот – как дополнительный. Применение водородно-азотистой смеси приводит к минимизации нитрирующего эффекта.
Углекислый газ значительно дороже азота. Но он незаменим, когда необходимо получить чистые кромки и максимально уменьшить вредные испарения, сопровождающие процесс резки металла.
Следует отметить, что процесс раскроя стальных листов зависит не только от выбора плазмообразующих газов. Важное значение здесь играет оптимальное давление, под которым находится газ. От этого параметра зависит срок службы сопла и качество реза.
Так, если давление повышено, в начале процесса не удается получить качественной кромки. При пониженном же давлении наблюдается недостаточное охлаждение плазмотрона. А это приводит к раздвоению дуги и разрушению сопла. В таблице ниже показано, как действуют различные газы на процесс резания металлов:

Плазменная рез?ка металла - это такой вид обработки материала, при котором выполняется его резка направленной струей плазмы. Температура плазмы при резке равняется от 5.000 до 30.000 градусов и скорость составляет от 500 до 1.500 м/с. Металл, который можно разрезать таким типом резки может равняться по толщине до 200 мм! Дуга зажигается специальным импульсом, а также коротким замыканием, которое возникает между разрезаемым металлом и форсункой аппарата для резки.
Стоимость плазменной резкиТолщина листа, мм
Классическая плазменная резка металла предусматривает охлаждение форсунок при помощи направленного потока газа, либо с помощью жидкости. Причем, жидкое охлаждение форсунок не очень распространено и используется только при работах с большими объемами разрезаемого металла. В остальных случаях, чаще всего, используют именно воздушное охлаждение. Однако, жидкое охлаждение форсунок дает более приемлемое качество обработки металла.
Пример работы плазменной резки.Также очень популярна плазменная резка с ЧПУ, на специальном станке, который может обрабатывать алюминий, дюраль, углеродистую и нержавеющую сталь. На таких станках хороший профессионал сможет выполнять раскрой практически любой сложности. Благодаря использованию в процессе специальной программы, которая оптимизирует раскрой, появляется возможность сэкономить значительную часть материалов. Каждому заказчику, как правило, предоставляется карта раскроя.
Как правило, стоимость имеет относительно небольшую, если сравнивать с аналогичными способами его обработки. Заказать резку можно в нашей компаний. На нашем сайте можно заполнить форму заказа этой услуги и, заполнив ее, получить квалифицированную консультацию. Выполняется плазменная резка с ЧПУ следующим образом: сначала заказчик предоставляет чертеж желаемой детали, после чего специалист определяет возможность изготовления детали по чертежу и срок работ, отведенный на выполнение. Оформляется вся необходимая документация и вносится небольшая предоплата за работу. Далее выполняется непосредственная порезка металла и заказ сдается по качеству, после чего оплачивается оставшаяся часть суммы. Финальным этапом работ становится отгрузка готовых деталей, а также их доставка. В целом, плазменная резка металла стоимость имеет невысокую и весь заказ можно легко оплатить за один раз.