





Категория: Инструкции

Станки модели 1м61п предназначены для выполнения токарных работ в условиях мелкосерийного и единичного производства
Класс точности П
Наибольший диаметр детали, устанавливаемой над станиной,мм 320
Наибольший диаметр обработки:,мм
- прутка 32
- над суппортом 160
- над станиной 320
Наибольшая длина обтачивания,мм 640
Расстояние между центрами,мм 710
Высота центров,мм 170
- метрическая (шаг),мм 0,5 - 6
- дюймовая,число ниток на 1 дюйм 48 - 3,5
- модульная,модуль 0,25 - 3
- питчевая,питч 7-96
Мощность электродвигателя главного движения (ЧА100LЧУЗ),кВт 4
Частота вращения электродвигателя главного движения (ЧА100LЧУЗ),об/мин 1420
Мощность электродвигателя насоса охлаждения (ПА-22), кВт 0,12
Частота вращения электродвигателя насоса охлаждения (ПА-22),об/мин 2800
Производительность электродвигателя насоса охлаждения (ПА-22),л/мин 22
- длина 2055
- ширина 1095
- высота 1450
Масса станка,кг 1300
30.07.15 - Обновлены характеристики на станок 7534
18.09.14 - Обновление дизайна сайта. Теперь сайт удобно просматривать на всех устройствах (компьютеры, ноутбуки, смартофоны, планшеты, телефоны и т.д.).
Делитесь информациейНе нашли на портале характеристики на нужное вам оборудование?
Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.
У Вас есть фотографии, описание или характеристики оборудования, отсутствующего на нашем портале? Помогите порталу и вышлите информацию в любом формате на mashinform@bk.ru
Наша кнопкаРазместите нашу кнопку на своем сайте:




















Всего адресов в базе: 5264
Краткая характеристика токарно-винторезного станка 1М61
Токарно винторезный станок 1м61 выпускался во второй половине прошлого столетия рядом станкостроительных заводов бывшего Советского Союза. Он предназначен для выполнения различных токарных и резьбонарезных работ. Станок предназначен для использования в механических и металлоремонтных цехах для мелкосерийного и индивидуального производства.
Станок имел два вида исполнения, отличавшихся максимальным межцентровым расстоянием – 710 мм и 1000 мм. Для выполнения токарных работ повышенной точности выпускался станок 1М61П. Для него было предусмотрено только одно максимальное межцентровое расстояние в 710 мм.
Токарно винторезный станок 1м61 имеет следующие характеристики:В основе станка находится станина, установленная на двух тумбах. Кроме того, в тумбах закреплен главный электродвигатель и электрооборудование станка. Электродвигатель через клиновидный ремень передает вращение на ведущий шкив передней бабки.
Передняя бабка в едином блоке содержит шпиндель и коробку скоростей. Привод от электродвигателя к шпинделю осуществлен через коробку скоростей. Коробка скоростей обеспечивает 24 скорости вращения шпинделя. Переключением шестерен производится изменение скорости вращения. Реверсное вращение осуществляется обратным вращением двигателя.
С коробки скоростей вращение передается на коробку подач. С помощью рукояток коробки подач и шестерен гитары производится настройка станка для нарезания резьбы или получения различных подач для продольного перемещения суппорта.
Фартук передает движение суппорту от ходового винта или от ходового валика. Ходовой винт применяется только при нарезании резьбы. При проведении токарных работ ходовой винт блокируется и суппорт подается только от ходового валика.
Суппорт имеет крестовую конструкцию. Он перемещается по направляющим вдоль станины или поперек – по направляющим каретки. Перемещения могут быть как от механического привода, так и от ручных маховиков.
Задняя бабка крепится с правой стороны и перемещается по направляющим станины непосредственно от руки. Фиксация в требуемом положении происходит специальной рукояткой. Выдвигаемая пиноль позволяет закреплять заготовку в центрах.
Управление станком осуществляется рукоятками на коробке скоростей и коробке подач и маховиками, находящимися на суппорте и задней бабки.
Читайте также по теме:
 Токарный станок ТВ 3
Токарный станок ТВ 3
Выпускавшийся советской промышленностью токарный станок ТВ 3 относится к малогабаритным токарным станкам.
 Токарный станок ТВ 9
Токарный станок ТВ 9
К продукции двойного назначения относится новый российский токарный станок под маркой ТВ 9.
 Токарный станок по металлу бу
Токарный станок по металлу бу
Привлекательной может стать покупка токарного станка, бывшего в употреблении. Такой бу токарный станок по металлу
 Токарный станок ИЖ 250
Токарный станок ИЖ 250
Для обработки металлических изделий с повышенной точностью можно использовать токарно винторезный станок ИЖ 250.
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.

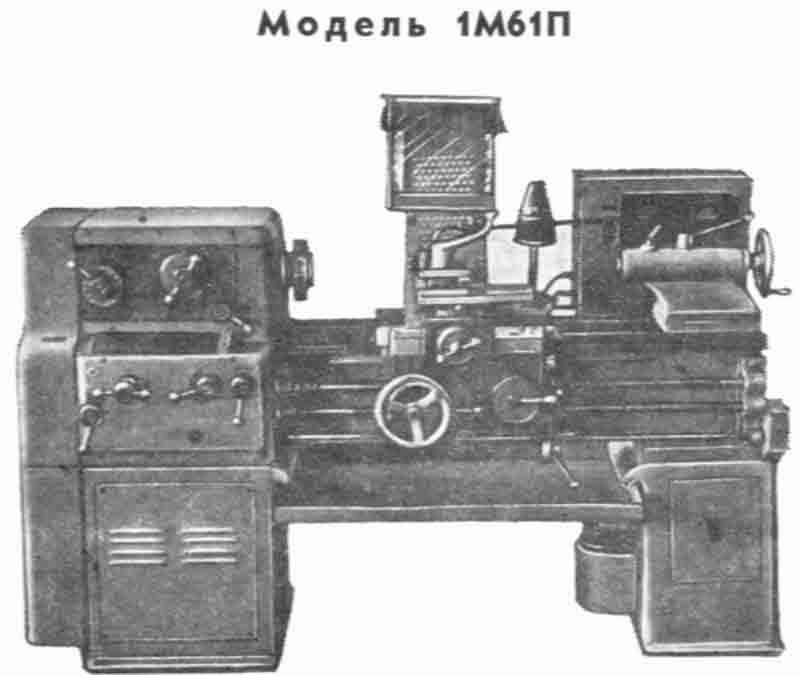
Токарно-винторезный станок 1М61
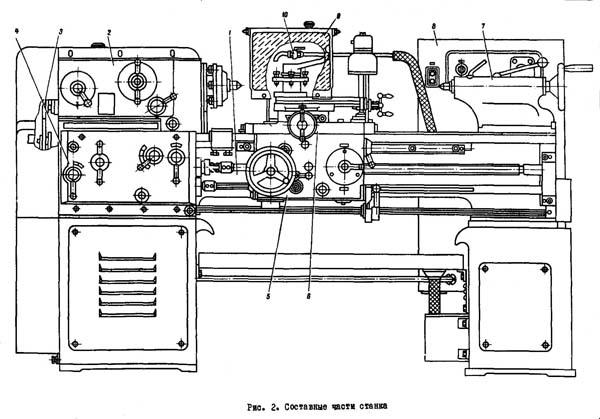
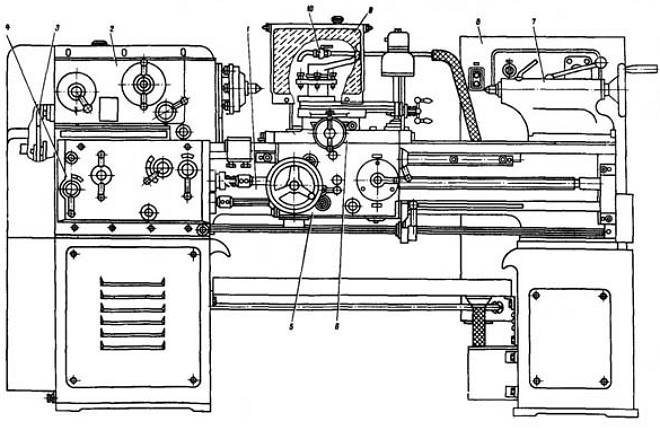
Как устроен станок модели 1М61Основу токарного станка модели 1М61 составляют десять элементов, к которым относятся:
Основные узлы станка
По своим техническим характеристикам станок модели 1М61 относится к категории точности «Н». Электродвигатель станка может работать в реверсивном режиме. Частота вращения шпинделя оборудования меняется посредством коробки скоростей, в которой в зацепление вводятся шестерни с разными параметрами.
На токарном станке модели 1М61 могут быть использованы такие рабочие инструменты, как резцы, сверла, развертки и метчики. Это дает возможность выполнять целый перечень технологических операций: внутреннее и наружное точение, сверление, развертывание, нарезание резьбы, отрезку и др.
За поперечные и продольные перемещения суппорта станка, осуществляемые при помощи ходового винта и ходового валика, отвечает фартук, на лицевой части которого расположен управляющий маховик. Ходовой винт 1М61 задействуется только тогда, когда выполняется операция нарезания резьбы, в других случаях используется только ходовой валик. Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Технические характеристики станка 1М61Основные технические характеристики токарно-винторезного станка 1М61 представлены ниже в формате таблиц:
Органы управленияУправлять токарно-винторезным станком модели 1М61 и контролировать работу его узлов оператор может при помощи целого ряда рабочих органов. В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.

Рукоятки, расположенные на лицевой части станины 1М61, используются для управления такими процессами в работе оборудования, как:
Станок модели 1М61 имеет и целый ряд других органов управления. Это:
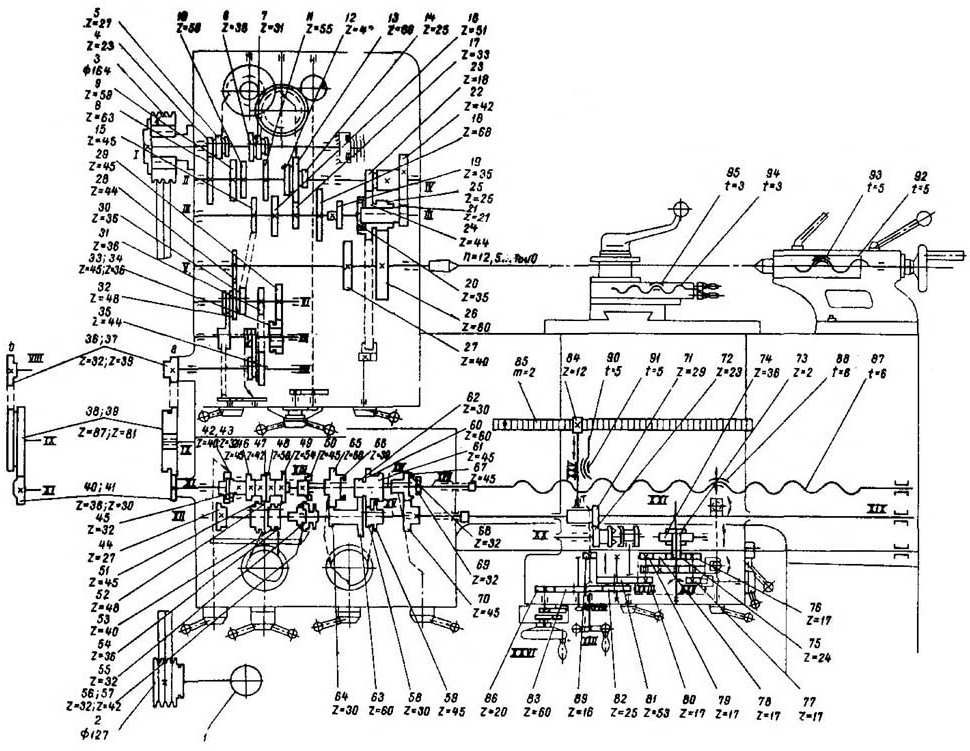
Кинематическая схема 1М61 (нажмите, чтобы увеличить)
Устройство коробок переключения скоростей и подачПеремещение суппорта токарного станка в продольном и поперечном направлениях обеспечивает коробка подач. Она также используется для установки параметров нарезаемой резьбы. В паспорте станка есть специальная таблица, по которой можно выбрать подачу, подходящую для выполнения определенной технологической операции. Для того чтобы данной таблицей было удобно пользоваться, в ней приведена следующая информация:
Коробка скоростей станка 1М61, с помощью которой устанавливается определенная частота вращения его шпиндельного узла, состоит из реверсивного электродвигателя, клиноременной передачи и набора зубчатых колес с различными параметрами. При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
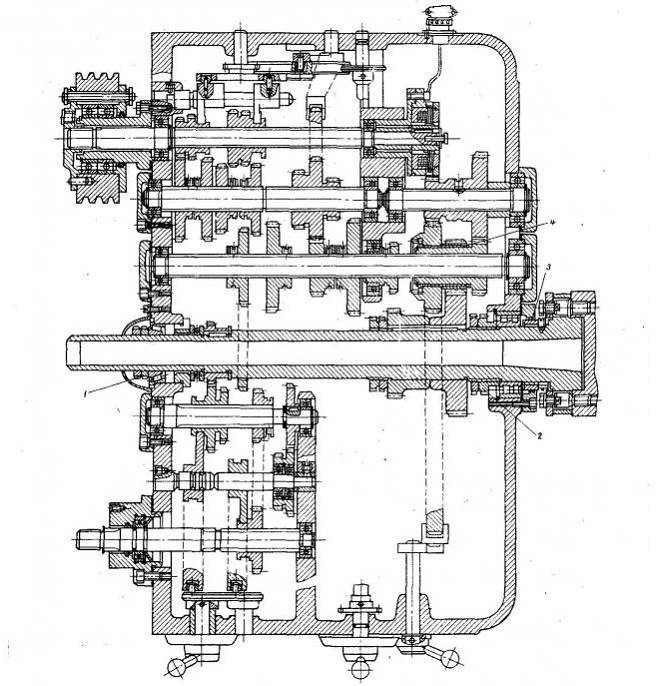
Устройство коробки скоростей
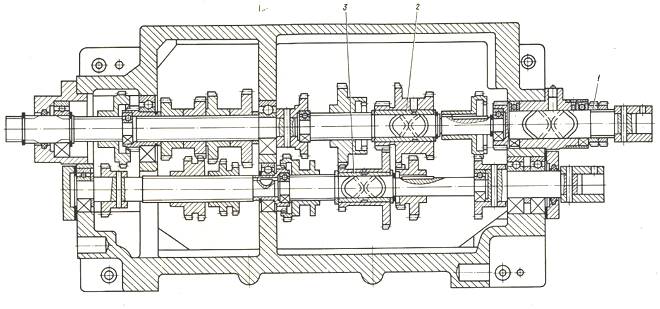
Устройство коробки подач
На лицевой части коробки скоростей имеется три рукоятки, одна из которых отвечает за переключение блоков шестерен, второй включается перебор или зубчатая муфта, а третья позволяет менять направление вращения ходового винта, что необходимо при выполнении нарезания резьбы. В коробке скоростей также установлена многодисковая электромагнитная муфта, которая отвечает за торможение шпинделя.
Технические возможности станкаКак уже говорилось выше, шпиндель токарного станка 1М61 может вращаться в прямом и обратном направлениях на одной из 24 возможных скоростей. Технические характеристики коробки скоростей позволяют обеспечивать вращение шпинделя с частотой в интервале 12,5–1600 об/мин. Диаметр сквозного отверстия, которое имеется в шпиндельном узле, составляет 35 мм, что позволяет вставлять пруток диаметром 32 мм. Конец шпинделя, согласно ГОСТ 12593, имеет типоразмер 6К, а его внутренний конус, по ГОСТ 13214, соответствует категории М5.

Внешний вид станка 1М61
Устройство и технические возможности пиноли задней бабки позволяют ей перемещаться на расстояние до 10 см. В резцедержателе станка 1М61 допускается размещать инструмент, высота державки которого не превышает 25 мм. Следует также отметить следующие характеристики станка данной модели:
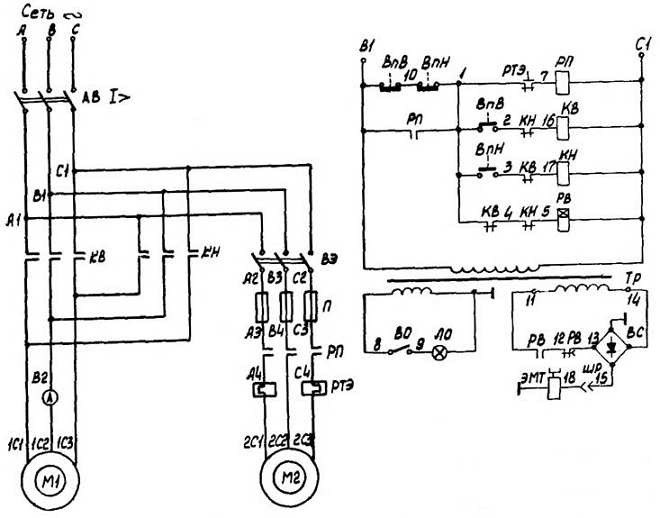
Принципиальная электрическая схема
Подачи, совершаемые на токарном станке 1М61, характеризуются следующими параметрами:
Суппорт агрегата может перемещаться:
Верхняя часть суппорта, которую называют салазками, может перемещаться на величину до 12 см, а его каретка, передвигающаяся в продольном направлении, – до 60 см.
Конструкция токарного станка данной модели настолько проста, о чем свидетельствуют и отзывы об оборудовании, что научиться работе на нем можно, даже просмотрев обучающее видео.
Руководство по эксплуатации 1М61.00.000 РЭ
Универсальный токарно-винторезный станок 1М61 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок 1М61 выпускается с межцентровым расстоянием 710 и 1000 мм. Станок может быть использован в механических цехах при мелкосерийном и индивидуальном производстве.
Станок должен быть надёжно подключен к цеховому заземляющему устройству. Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции не должно превышать 0,1 Ом. Необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках. Периодически проверять правильность работы блокировочных устройств.
На малых оборотах шпинделя опробовать на холостом ходу работу всех механизмов станка. Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы. Настройка необходимого числа оборотов шпинделя, величины подачи и шага нарезаемой резьбы указаны в описании шпиндельной бабки, коробки передач и коробки подач.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы. При уменьшении крутящего момента шпинделя следует проверить натяжение ремней. Для изменения натяжения нужно снять кожухи, ослабить четыре гайки на задней стенке левой тумбы, которыми закреплена подмоторная плита и поддерживая электродвигатель, установить требуемое натяжение ремней.
Комментарии

Индустриальный парк "ОКА" — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
![]()
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл .
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
![]()
ООО "ФЕТ" многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ

На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература.
Рейтинг: 5 / 5


Универсальный токарно-винторезный станок 1M61 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок может быть использован в механических цехах при мелкосерийном и индивидуальном производстве.

Станина установлена на двух тумбах. Между тумбами расположено корыто, предназначенное для сбора стружки и охлаждающей жидкости, которая стекает в бачок электронасоса, установленного в правой тумбе. В левой тумбе находится электродвигатель главного привода станка.

Коробка скоростей (рис.6) обеспечивает 24 скорости вращения шпинделя. Привод от электродвигателя к коробке скоростей осуществлен клиноременной передачей. Изменение скорости вращения производится переключением шестерен, реверсирование - реверсом электродвигателя, торможение многодисковой электромагнитной муфтой, расположенной на валу I (см.рис.5).
Переключение трех блоков шестерен производится одной рукояткой I (см.рис.3). Шпиндель получает двенадцать чисел оборотов через шестерни перебора и двенадцать более высоких чисел оборотов напрямую через зубчатую муфту. Включение перебора или зубчатой муфты производится рукояткой 3.
Рукоятка 2 обеспечивает прямое или обратное вращение ходового винта и получение нормального или увеличенного шага резьбы. При точении рукоятка 2 должна быть в положении, соответствующем нарезанию правой резьбы.

Коробка подач (рис.7) позволяет производись наладку станка на нарезание резьбы иди получение различных-подач в соответствии с таблицей 15 (см.раздел "Паспорт"), расположенной на коробке подач.
В таблице указаны шаги резьб, соответствующие им положения рукояток и требуемые наладки сменных шестерен.
Дополнительные резьбы получают наладкой шестерен, указанной в таблице 16 (шестерни и таблица поставляются за отдельную плату). Обе таблицы содержат только нормальные шаги резьб.
На станке имеется-возможность получения увеличенных шагов резьб в 16 раз при 12 низких ступенях оборотов шпинделя, т.е. при включенном переборе.
Переключение на увеличенные шаги резьб при более высоких оборотах не рекомендуется.

Фартук (рис.8) передает движение суппорту от ходового винта или ходового валика. Ходовой винт применяется только при нарезании резьбы. При всех Других работах следует осуществлять подачу суппорта исключительно от ходового валика.
Во избежание поломок необходимо строго соблюдать следующий порядок переключений.
Для включения продольной подачи суппорта следует рукоятку 12 (си.рис.3) установить в нейтральное положение (горизонтально), рукоятку 13 повернуть вниз до фиксируемого положения и затем рукоятку 12 вытянуть на себя и повернуть вниз или вверх в зависимости от требуемого направления движения суппорта (согласно таблицам возле рукояток).
Для включения поперечной подачи суппорта необходимо рукоятку 12 установить в нейтральное положение, рукоятку 13 повернуть вверх и затем рукоятку 12 в вытянутом положении повернуть в требуемую сторону.

Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении "вперед". Для пуска электродвигателя M1 в направлении "вперед" (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение "вперед". Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении "назад" производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении "вперед", только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.