




Категория: Инструкции
7. Контроль качества сварки
8. Техника безопасности
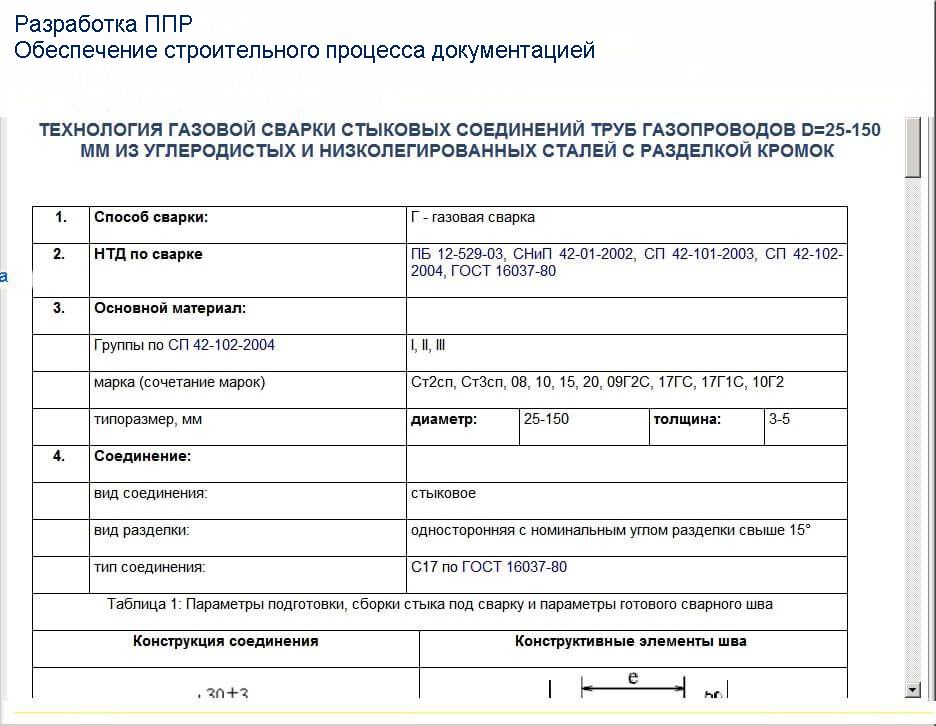
1. Общие положения
1.1 Настоящая технологическая инструкция определяет требования по подготовке, сборке, сварке, термообработке и контролю трубопроводов пара и горячей воды IV категории (температура до 150°С, давление до 16 кгс/см 2 ) из высокопрочного чугуна.
1.2 Инструкция регламентирует требования технологии сварочных работ и предназначена для электросварщиков ручной дуговой сварки, руководителей сварочных работ и инженеров по сварке.
1.3 Инструкция содержит указания по выбору оборудования, сварочных материалов и способов резки, а также по подготовке и сборке изделий под сварку, технологии сварки и контролю.
1.4 Инструкция составлена на основании следующих документов:
- ГОСТ 16037-80. Соединения сварные стальных трубопроводов;
- РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с, 2001 г.);
- ПБ 03-75-94. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды;
- Экспертное заключение о работоспособности муфтовых сварных соединений труб из высокопрочного чугуна с шаровидным графитом ВЧ-40 для тепловых сетей (ОАО «НПО ЦКТИ» 2003 г.).
- СНиП 3.05.03-85. Тепловые сети.
- ПБ 03-164-97. Правила изготовления паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий.
2. Исходные материалы
2.1 Трубы из высокопрочного чугуна, поступающие на монтаж, должны иметь сертификат, в котором указываются механические свойства (?В ? 420 МПа; ?Т ? 300 МПа; ? ? 10 %), химический состав (Таблица 1) и сведения о проведённых на заводе испытаниях, в соответствии с требованиями технических условий ТУ 1461-065-50254094-2004 «Трубы, фасонные части из высокопрочного чугуна с шаровидным графитом под сварное нахлёсточное соединение для теплотрасс». Чертёж трубы из ВЧШГ под сварку с основными размерами нахлёсточного соединения приведён на рис. 1.
Таблица 1 Химический состав металла трубы из высокоточного чугуна под сварку
массовая доля элементов, %
2.2 Для сварки в монтажных условиях рекомендуется использовать электроды на железоникелевой и никелевой основе. Марки и характеристики рекомендуемых электродов приведены в таблице 3.
2.3 По согласованию с головным институтом ОАО «НПО ПКТИ им. Ползунова» (г. Санкт-Петербург) допускается применение других марок электродов, обеспечивающих возможность сварки в потолочном положении и получение необходимых характеристик сварного соединения.
2.4 Для монтажа трубопроводов применяются фасонные части из высокопрочного чугуна, изготовленные согласно ТУ 1461-065-50254094-2004.
2.5 В сварных соединениях элементов из разнородных материалов могут применяться детали (фланцы, трубы) из низкоуглеродистой конструкционной стали, поставляемых по ГОСТ 10705-80. ГОСТ 1050-88 .
3. Квалификация сварщиков для допуска к сварке трубопроводов
3.1 К прихватке и сварке трубопроводов из высокопрочного чугуна допускаются сварщики после дополнительного обучения и аттестации по специальной программе.
3.2 Независимо от наличия соответствующего удостоверения сварщики должны перед началом работы заварить один контрольный образец в неповоротном положении. Качество образца проверяется визуальным контролем и исследованием макрошлифов.
3.3 Из контрольного образца должны быть вырезаны не менее двух образцов из потолочного и двух образцов из вертикального положения сварки.
3.4 Схема вырезки образцов для изготовления макрошлифов приведена на рисунке 2 .
3.5 Результаты визуального контроля должны удовлетворять п.5.16 СНиП 3.05.03-85. Тепловые сети. Результаты исследований макрошлифов считаются удовлетворительными, если обнаруженные дефекты не превышают размеры, указанные в таблице 3 СНиП 3.05.03-85 «Тепловые сети».
3.6 В случае получения неудовлетворительных результатов контроля качества пробного стыка (при надлежащем качестве сварочных материалов, установленном предварительной проверкой) сварщик к работе не допускается. Сварщик может быть допущен к сварке трубопроводов только после дополнительной практической подготовки и получения положительных результатов при сварке пробных стыков, но не ранее чем через 10 дней с момента отстранения от работы.
4. Сварочное оборудование
4.1 Для ручной дуговой сварки трубопроводов из высокопрочного чугуна рекомендуется применять источники постоянного тока с крутопадающей характеристикой, например, выпрямители типа ВДУ-506, ВД-300, а также инверторные источники питания дуги, например, ВДУЧ-200, ФЕБ-350М и др.
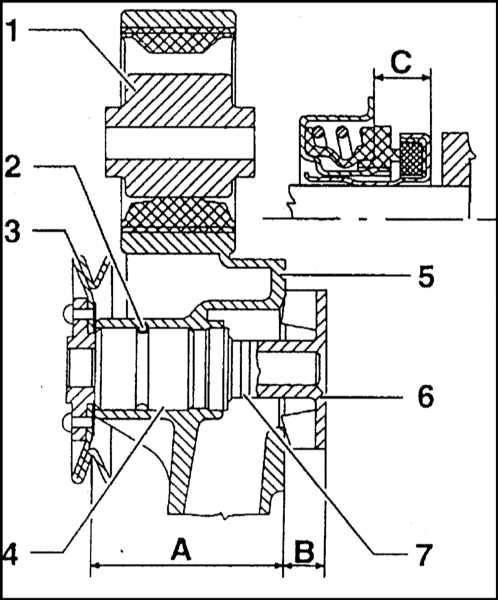
4.2 Для подогрева и термической обработки сварных соединений на монтаже рекомендуется применять кольцевые воздушно-пропановые горелки (рис. 3 ).
Рис. 2 Схема вырезки макрошлифов из контрольного образца сваренного в неповоротном положении.
1. Корпус горелки. 2. Центратор. 3. Замок. 4. Сопло. 5. Свариваемая труба. 6. Инжекторный узел
Рисунок 3. Устройство пропаново-воздушной кольцевой горелки.
5. Подготовка и сборка деталей под сварку
5.1 Резка труб и снятие фасок должны производиться механическим способом шлифмашинкой с абразивным армированным кругом.
5.2 Подготовка кромок труб под сварку приведена в таблице 4 .
5.3 Кромки стыкуемых деталей и прилегающие к ним поверхности (снаружи и внутри) перед сваркой должны зачищаться до металлического блеска для удаления грязи, масла и ржавчины на ширине не менее 10 мм от торца.
5.4 Сборка элементов трубопроводов под сварку может производиться с применением сборочных приспособлений (центраторов) или с помощью прихваток.
5.5 Размеры и расстояния между прихватками показаны на рис. 4. Прихватки должны выполняться на тех же режимах и по той же технологии, что и сварка. При сварке основного шва прихватки должны быть полностью, переплавлены.
5.6 При использовании труб не мерной длины они должны обрезаться шлифмашинкой до нужного размера. На конце трубы для её захода в раструб должен сниматься конус 1:14 на длине 100 мм. Снятие конуса должно осуществляться механическим способом с применением шлифмашинки или специального инструмента.
5.7 Для сборки компенсаторов, установки задвижек, ответвлений должны использоваться фасонные части из ВЧШГ по ТУ 1461-065-50254094-2004.
6.1 Сварка труб из ВЧШГ может производиться только в условиях надёжной защиты от ветра и попадания на стык атмосферных осадков и грязи.
6.2 Перед сваркой необходимо просушить электроды согласно режимам указанным на упаковке.
6.3 Сварка осуществляется на постоянном токе обратной полярности.
6.4 Режим сварки устанавливается в зависимости от пространственного положения и диаметра электрода:
При диаметре электрода:
Рис. 4 Порядок выполнения прихваток при Ду свыше 100 мм.
6.9 Вертикальные неповоротные стыки свариваются в направлении «снизу-вверх». Наплавку слоя в потолочной части стыка следует начинать, отступая на 10. 30 мм от нижней точки.
6.10 После окончания сварки для устранения структур отбела и закалки в ОШЗ необходимо провести отжиг стыка кольцевой газовой горелкой по режиму: нагрев до 920. 950°С за 5. 7 мин, выдержка при этой температуре 1. 2 мин, замедленное охлаждение под слоем теплоизоляционного материала. Температуру подогрева необходимо контролировать оптическим пирометром типа «Кельвин-У» с диапазоном измеряемых температур от 50 до 1200°С и с точностью ± 5°С.
6.11 Все сварные соединения должны быть заклеймены сварщиками, выполнявшими сварку. Клеймо рекомендуется наносить несмываемой краской на расстоянии 30. 40 мм от стыка.
7. Контроль качества сварки
7.1 Сварные соединения труб из ВЧШГ должны подвергаться систематическому контролю, который должен состоять из предварительного, пооперационного и окончательного.
7.2 К предварительному контролю относятся:
а) проверка квалификации сварщиков;
б) контроль качества сварочного материала;
в) проверка оборудования для сварки.
7.3 В пооперационный контроль должна входить проверка:
а) точности сборки под сварку;
б) чистоты основного и присадочного материала;
в) качества и количества прихваток;
г) соблюдения требований данной технологии и режимов сварки.
7.4 Контроль качества сварных соединений включает в себя:
а) заварку контрольного стыка с последующей вырезкой и исследованиями макрошлифов;
б) визуальный и измерительный контроль;
в) гидроиспытания увеличенным давлением.
7.5. Заварка контрольного образца производится перед началом монтажа трубопровода в условиях полностью повторяющих монтажные, включая диаметр трубопровода, технику сварки и прочие особенности технологии. Заварка контрольного образца производится в неповоротном положении. Заварка контрольного образца производится при каждой смене условий монтажа трубопровода (например диаметр трубопровода), но не реже одного раза в месяц для каждого сварщика, задействованного в монтаже.
Из контрольного образца производится вырезка и последующие исследования макрошлифов. Количество макрошлифов и правила контроля качества по макрошлифам изложены в разделе 3. настоящей Инструкции.
Визуальному контролю подвергаются 100 % сварных соединений. Визуальный осмотр рекомендуется производить с применением лупы 3-10-кратного увеличения.
Рис. 5 Порядок наложения слоев при сварке вертикального стыка труб:
а) для труб диаметром до 219 мм;б) для труб диаметром более 219 мм.
Сварные соединения признаются неудовлетворительными если будут выявлены следующие дефекты:
а) трещины всех видов и направлений, расположенные в металле шва или околошовной зоне;
б) несплавления, расположенные на поверхности сварного соединения;
в) свищи, бугристость поверхности, не заваренные кратеры, прожоги;
г) отклонения от величины катета, установленной в данной инструкции.
7.6 Контроль нахлёсточных и угловых сварных соединений рентгеновским и ультразвуковым контролем не производится.
7.7 Гидроиспытания сварных соединений осуществляются на давление 1,25 от рабочего. Гидроиспытания трубопровода считаются удовлетворительными, если после выдержки с испытательным давлением в течение 15 мин в сварных соединениях и в трубопроводе в целом не обнаружено течи, запотевания или любых других нарушений герметичности.
8. Техника безопасности
При производстве строительно-монтажных работ руководствоваться положениями:
СНиПIII-4-80 *. Техника безопасности в строительстве.
СНиП 12-03- 99. Безопасность труда в строительстве. Часть 1. Общие требования.
Лист регистрации изменений
ручнойдуговойсваркойэлектросварщиком высокой квалификации (не ниже 5 разряда). Сварка должна производиться по утвержденным техническим правилам для. морозостойкость, водонепроницаемость). Требования к технологии бетонных работ 5.32. Приготовление.
требованиями действующих нормативных документов, регламентирующих правила выполнения сварочныхработ. требований к технологиисварки ; сохранение заданной прочности соединения. Для соединения могут быть использованы: - ручнаядуговаясварка.
работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкциипо. сварочного тока. 3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручнойдуговойсварки.
работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкциипо. сварочного тока. 3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручнойдуговойсварки.
Сварочные материалы дляручнойсварки Марка сталей Рабочие условия Тип и марка электродов Примечание температура, °С требованияпо.


















В соответствие с ТКП 45-3.05-2009 «Технологические трубопроводы» (п.9.1.1.), СТБ EN 13445-1-2009 «Сосуды, работающие под давлением» (п.А.6.4.), Правилами устройства и безопасной эксплуатации: паровых и водогрейных котлов (п.181, 203, п.207), сосудов работающих под давлением (гл.23, п.201…221) и трубопроводов пара и горячей воды (п. 176…182) предприятие претендующее на получение или продление соответствующей лицензии должно провести обязательную квалификация технологических процессов сварки по СТБ ISO 15614-1…13-2009 и согласовать ее с головной организацией по сварке.
Использование не квалифицированных (не аттестованных) технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений опасных производственных объектов не допускается.
Способы производственной аттестации технологических процессов сварки (наплавки) приведены в приложении 1 .
Аттестация технологий сварки и наплавки подразделяется на исследовательскую и производственную.
Исследовательскую аттестацию проводят при подготовке к применению новых (ранее не аттестованных) технологий сварки с целью подтверждения того, что они обеспечивают количественные характеристики сварных соединений, металла шва и наплавленного металла, указанные в проектно-конструкторской документации на сварные конструкции и требованиям специальных технических регламентов к опасным производственным объектам, а до вступления их в действие нормативной документации, утвержденной или согласованной с Госпромнадзором МЧС Республики Беларусь, а также для определения количественных характеристик сварных соединений, необходимых для расчетов при проектировании и для обеспечения безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах.
Производственную аттестацию технологии сварки и наплавки осуществляют с целью подтверждения того, что организация, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений, применяемых на опасных производственных объектах, обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) по аттестованным технологиям, а также проверки того, что сварные соединения (наплавки), выполненные в условиях конкретного производства по аттестуемой технологии, обеспечивают соответствие требованиям к опасным производственным объектам общих и специальных технических регламентов, а до их вступления в силу, нормативных документов, утвержденных или согласованных Гопромнадзором МЧС Республики Беларусь, конструкторской (в части требований к сварке и контролю качества) и технологической документации.
Производственную аттестацию подразделяют на первичную, периодическую и внеочередную.
Первичную производственную аттестацию технологии сварки и наплавки проводят в тех случаях, когда организация, занимающееся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, впервые применяет аттестуемую технологию в своей организации, либо в тех случаях, когда в технологию, прошедшую производственную аттестацию, внесены изменения, выходящие за пределы области распространения, указанные в «Специальном разрешении» (лицензии) Госпромнадзора МЧС Республики Беларусь о готовности организации-заявителя к использованию аттестованной технологии» или в нормативных документах. Первичную производственную аттестацию технологии сварки и наплавки проводят также при отсутствии оформленного разрешения органов Госпромнадзора МЧС Республики Беларусь на применяемую организацией технологию сварки и наплавки.
Периодическую производственную аттестацию технологии сварки и наплавки проводят перед продлением лицензии, когда организация-заявитель, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, постоянно применяет технологию, прошедшую первичную производственную аттестацию в своей организации, а также после перерыва в применении данной технологии свыше одного года.
Внеочередную производственную аттестацию технологии сварки и наплавки проводят по требованию территориальных органов Госромнадзора МЧС Республики Беларусь в тех случаях, когда организация-заявитель, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, выпускает продукцию, не соответствующую требованиям нормативных документов в части обеспечения промышленной безопасности.
2.1. Порядок выполнения производственной аттестации
2.1.1. На основании заявки (рекомендуемая форма приведена в приложении 2 ) организация-заявитель издает приказ о создании комиссии по производственной аттестации технологического процесса сварки.
В состав комиссии включают: руководителя сварочных работ, представителя службы технического контроля, представителя службы за безопасным выполнением работ, а также другие специалисты.
Направление производственной деятельности специалистов сварочного производства, входящих в комиссию, должно соответствовать заявляемой области аттестации.
В работе аттестационной комиссии может принимать участие представитель территориального органа Госпромнадзора МЧС Республики Беларусь, осуществляющий контроль соблюдения процедур проведения аттестации.
2.1.2. Состав комиссии от организации-заявителя, программа производственной аттестации и сроки проведения аттестации должны быть утверждены приказами по организации-заявителя. В приказе организации - заявителя должно быть указано лицо, ответственное за технические вопросы проведения производственной аттестации. Производственная аттестация технологии сварки (наплавки) проводится для каждой группы однотипных производственных сварных соединений (наплавок), выполняемых в данной организации.
2.1.3. Организация-заявитель совместно с Белорусско-Российским университетом перед проведением производственной аттестации технологии сварки (наплавки) должна составить программу аттестации. «Программа производственной аттестации технологии сварки (наплавки)» должна быть подписана членами аттестационной комиссии.
2.1.4. При разработке «Программы производственной аттестации технологии сварки (наплавки)» должны быть учтены требования к производственной аттестации, изложенные в нормативных документах, утвержденных или согласованных в установленном порядке. В программе должны быть указаны:
2.1.5. Производственная аттестация проводится Белорусско-Росссийским университетом совместно с организацией - заявителем путем выполнения в производственных условиях контрольных сварных соединений и последующего контроля их неразрушающими и разрушающими методами.
2.1.6. Сварку контрольных сварных соединений должны выполнять сварщики организации - заявителя, аттестованные в соответствие с СТБ ЕN 287.
2.1.7. Сварка контрольных сварных соединений выполняется в присутствии представителя Белоруско-Российского университета и представителей организации-заявителя, входящих в состав аттестационной комиссии, которые осуществляют контроль за выполнением операций по подготовке, сборке, подогреву, сварке и термической обработке, а также подготовке сварных соединений к последующему контролю.
2.1.8. После сварки контрольных образцов оформляется «Акт сварки контрольных образцов», который подписывается членами аттестационной комиссии. В акте указывается номер клейма сварщика, режимы сварки, основные и сварочные материалы, положение при сварке и температура подогрева и другая необходимая информация.
2.1.9. По результатам производственной аттестации Белорусско-Российский университет составляет заключение о готовности организации-заявителя к использованию данной технологии в форме протокола. Протокол подписывается руководителем центра сертификации и испытаний Белорусско-Российского университета, членами аттестационной комиссии и утвержден руководителем организации-заявителя.
В протоколе указывается область распространения производственной аттестации, включающая перечень основных параметров, характеризующих однотипность сварных соединений.
1. Издает приказ по производственной аттестации технологических процессов сварки – заявитель.
2. Подает заявку на аттестацию технологий сварки (Приложение 2 ) – заявитель.
3. Разрабатывает программы производственной аттестации – заявитель, центр сертификации и испытаний.
4. Разрабатывает предварительные инструкции на технологический процесс сварки (pWPS) – заявитель, центр сертификации и испытаний.
5. Сварка образцов контрольных сварных соединений по pWPS – заявитель.
6. Оформление актов на сварку образцов контрольных сварных соединений – заявитель.
7. Визуально-измерительный контроль образцов контрольных сварных соединений – заявитель.
8. Рентген (ультразвуковой) контроль образцов контрольных сварных соединений – заявитель.
9. Доставка образцов контрольных сварных соединений в центр сертификации и испытаний (Могилев, Белорусско-Российский университет) – заявитель.
10. Механические испытания образцов контрольных сварных – центр сертификации и испытаний.
11. Металлографические исследования образцов контрольных сварных – центр сертификации и испытаний.
12. Оформление отчетов о квалификации технологических процессов сварки (WPQR) - центр сертификации и испытаний.
13. Оформление инструкций на технологические процессы сварки (WPS) - центр сертификации и испытаний.
14. Оформление протокола производственной аттестации технологических процессов сварки - центр сертификации и испытаний.
15. Согласование протокола производственной аттестации технологических процессов сварки в Госпромнадзоре - заявитель.
16. В приложении 3 указан перечень документов, которые представляет заявитель в центр сертификации и испытаний.
17. В приложении 4 указан перечень документов, которые представляет заявитель в Госпромнадзор для согласования результатов производственной аттестации технологических процессов сварки.
Обновлено 10.11.2016 09:12
Рабочий ручной сварки числится в коллективе механосборочного цеха и подчиняется мастеру участка. Инструкция по сварке определяет круг его должностных обязанностей. Он должен знать:
В обязанности электросварщика включены знания об устройстве сварочных камер и электросварочных машин, способах подбора электродов, причинах появления деформаций и внутренних напряжений.
Сюда же относятся стандартные требования к обеспечению защиты при сварочных работах, к сварке в защитном газе, к обслуживанию электросварочного оборудования, к типам разделок и указанию сварочного шва на чертеже.
Круг обязанностей включает ручную плазменную и дуговую сварку трубопроводов, конструкций, узлов, деталей аппаратов из стали, чугуна, цветных металлов в любом пространственном положении сварных швов. Для этого нужно уметь читать чертежи непростых металлоконструкций для сварки, знать принцип действия и устройство электросварочного аппарата, предназначенного для дуговой сварки.
Обозначение зоны сварки – часть производственного процесса. Но он включает и более важные требования к электросварщику:
Свое значение имеют локальные стандарты технологического процесса, которые регламентируют сварку.
Безопасность трудаВыполнение сварки подразумевает соблюдение производственной дисциплины. Не случайно инструкция дополняется требованиями предприятий, изготовивших:
• инструмент для работы,
• средства защиты,
• строительные машины,
• технологическую оснастку.
В ходе трудового процесса необходимо сотрудничество с работодателем, нужны совместные действия по нейтрализации вредных и опасных факторов.
Жизни и здоровью сварщика может угрожать:
• вредное воздействие на органы зрения;
• воздействие шума, вибрации;
• неблагоприятное влияние климатических условий;
• воздействие механизмов и движущихся машин;
• отсутствие электробезопасности;
• падение с высоты;
• отсутствие взрыво- и пожаробезопасности.
Работодатель должен позаботиться об устранении всех этих угроз. Свою положительную роль играет обозначение условным знаком сварки.
Строгие требованияНа рабочем месте сварщика, в цехе либо на строительной площадке, могут выявиться нарушения правил безопасности, причем их не устранить собственными силами. При появлении угрозы здоровью или собственной безопасности работник обязан поставить в известность об этом начальника. Если никаких мер предосторожности принято не будет, специалист обладает правом покинуть место работы.
Сварщики, при наличии профессиональных навыков и отсутствии противопоказаний по возрасту, накануне получения допуска проходят:
• вводный инструктаж, связанный с охраной труда;
• медицинскую комиссию;
• обучение, а также проверку навыков безопасных приемов работы;
• первичный инструктаж на рабочем месте.
При нахождении в бытовых и производственных помещениях, на стройплощадках сварщик должен соблюдать правила внутреннего распорядка, имеющие отношение к охране труда. Технологическая карта сварки служит ориентиром для его действий. В указанные места запрещается допуск посторонних людей. Работники строго придерживаются требований личной гигиены и производственной санитарии, которые установлены в действующем законодательстве.
На основе квалификацииСварщик выполняет поставленные перед ним задачи в соответствии со своей квалификацией. При недостаточном ее уровне он обязан стажироваться у более опытного специалиста, который назначается приказом начальника. Работники должны поддерживать на стройплощадке либо в помещении порядок, своевременно избавляться от наледи, снега и мусора.
Нельзя допускать нарушений в хранении электродов, складировании конструкций и материалов, целостности защитных и ограждающих устройств. Используются только по прямому назначению, согласно инструкциям предприятий-производителей, технологическая оснастка, оборудование, механизированный инструмент и средства защиты. Именно этими документами устанавливаются правила эксплуатации и порядок, который предопределяют технологическая карта сварки и проект выполнения работ.
В соответствии с отраслевыми нормами выдачи специальной обуви и одежды, осуществляемой бесплатно при производстве ремонтно-строительных, строительно-монтажных, строительных работ, каждому электросварщику выдаются:
При несчастном случае на рабочем месте работники, находящиеся поблизости, обязаны прийти на помощь пострадавшему и сообщить о происшествии начальнику. В ходе расследования причины случившегося они доводят до сведения руководителей известные им подробности. Сварщики, которые виновны в несоблюдении предписаний и правил, непосредственно относящихся к охране труда, несут уголовную и административную ответственность согласно закону.
Начало работыПрежде чем приступить к работе, электросварщик должен:
• надеть специальную обувь, спецодежду, каску установленного образца;
• поставить мастера в известность о наличии на данный момент удостоверения, подтверждающего проверку умений безопасной работы;
• получить задание у своего непосредственного начальника.
После этого нужно подготовить средства защиты. Ими являются при осуществлении потолочной сварки брезентовые и асбестовые нарукавники. Тепловые подстилки — при работе лежа. Коврики, галоши, диэлектрические перчатки – при работе в помещениях с повышенной влажностью. Шланговый противогаз – при резке сплавов и цветных металлов, а также при их сварке.
Работа на территории завода либо в закрытых помещениях предполагает проверку выполнения правил вентиляции и взрывопожаробезопасности. Важно также выполнить еще три условия:
• подготовить технологическую оснастку, оборудование, инструменты, которые нужны для выполнения работ;
• проверить их соответствие стандартам безопасности и исправность;
• убедиться в наличии обозначения сварки, безопасности рабочего места и подходов к нему.
Электросварщик не начинает работать, если обнаружатся такие нарушения правил безопасности, как неисправность либо отсутствие электродержателя, сварочных проводов. защитного щитка и средства индивидуальной защиты. Нельзя работать при неисправности или отсутствии кожуха рубильника, свариваемой детали, вторичной обмотки, заземления корпуса трансформатора.
Препятствием для производственного процесса также являются следующие обстоятельства:
• отсутствие вытяжной вентиляции (в закрытом помещении);
• пожаровзрывоопасные условия;
• отсутствие на высоте 1,3 метра оборудованной системы доступа к рабочему месту, его ограждения;
• плохая освещенность как места сварки, так и подхода к нему.
Установленные нарушения правил стандартов безопасности и неисправности надо стремиться устранить своими силами до начала процесса. Если нет возможности избавиться от недостатков без посторонней помощи, то тогда нужно поставить в известность начальника.
Основные требованияСварщик может приступить к выполнению своих обязанностей, если место работы защищено от горючего материала в радиусе, как минимум, пяти метров и от взрывоопасных предметов – десяти метров. Если электросварка проводится вне помещения в момент снегопада либо дождя, то над рабочим местом, там, где стоит сварочный аппарат, необходим навес.
Техника безопасности подразумевает строгое соблюдение девяти основных требований:
1. Электросварка на высоте осуществляется с подмостей и лесов, имеющих ограждения.
2. Запрещено выполнять работу с применением приставной лестницы.
3. Сварка производится с использованием двух проводов: один присоединяется к свариваемой детали, другой – к электродержателю.
4. Нельзя применять в качестве обратных проводов газопровод, водопровод, технологическое оборудование, металлические конструкции сооружений и сети заземления.
5. Сварочные провода соединяются по методу горячей пайки, сварки либо с применением соединительных муфт, обладающих изолирующей оболочкой.
6. Места соединения нужно заизолировать (соединение таких проводов способом скрутки запрещено).
7. Сварочные провода прокладываются с учетом того, чтобы их не повреждали ни механизмы, ни машины.
8. Запрещено прокладывать провода поблизости от трубопроводов и газосварочных шлангов.
9. Расстояние между трубопроводом кислорода и сварочным проводом, как минимум, полметра, трубопроводом ацетилена либо иного горючего газа – один метр.
Важно обозначение места сварки. Накануне работы электросварщик обязан удостовериться: кромки свариваемого материала и зона, прилегающая к нему в радиусе до трёх сантиметров, очищены от шлака и ржавчины. При очистке нужно использовать защитные очки. Свариваемые детали перед началом работ надо надежно закрепить. Если предстоит резка деталей конструкции, то сварщик должен предусмотреть меры, исключающие случайное падение отрезаемых частей.
Емкости, где хранились кислоты либо горючая жидкость, до начала сварки надо промыть, просушить и очистить для предотвращения высокой концентрации опасных веществ. Нельзя выполнять сварку на сосудах, которые находятся под давлением. Сварку и резку только что окрашенных деталей и конструкций нужно осуществлять лишь после высыхания краски.
В особой зонеЕсли процесс электросварки проводится в полостях конструкций либо закрытой емкости, то сварщик должен соблюдать ряд правил безопасности:
1. Рабочее место необходимо обеспечить вытяжной вентиляцией, в особом случае сварку необходимо выполнять в шланговом противогазе.
2. Освещение использовать напряжением, не превышающим 12В, и трансформатор разместить вне емкости.
3. Сварку надо производить с использованием предохранительного пояса, крепящегося к веревке (второй ее конец находится у страхующего работника вне емкости).
4. Аппарат для сварки должен оснащаться электро-блокировкой, которая обеспечивает в автоматическом режиме ограничение напряжения холостого хода до 12В либо его отключение.
5. В ходе процесса сварщик использует галоши, изолирующий шлем, коврик, диэлектрические перчатки.
Если в одном месте трудятся сразу несколько сварщиков, то их рабочие площадки надо оградить светонепроницаемыми щитами, выполненными из несгораемого материала. Нельзя внутри резервуара либо закрытой емкости в одно и то же время работать газорезчику (газосварщику) и электросварщику.
Должны быть четко обозначены параметры сварки. Во время перерыва запрещено оставлять на рабочей площадке электродержатель, который находится под напряжением. Аппарат для сварки необходимо выключить, электродержатель закрепить на подвеске либо подставке. Отключение и подключение аппаратов, их ремонт выполняются только специально обученным персоналом с применением индивидуального рубильника.
Производство сварки на действующем объекте, где установлен режим выполнения огневых работ, электросварщик должен учесть дополнительные правила в инструкциях, которые утверждены Гостехнадзором.
Если в ходе сварки обнаруживаются загорания, тогда ее процесс должен быть приостановлен, после чего нужно принять меры для тушения. При невозможности погасить загорание надо безотлагательно поставить в известность непосредственного начальника.
При возникновении неисправности защитного щитка, электродержателей, сварочных проводов, аппарата для сварки либо шлема-маски нужно остановить процесс, сообщив о том мастеру. Возобновлять сварку надо лишь после того, как обслуживающий персонал устранит все неполадки.
Если в помещении появилась загазованность, сопровождающаяся отсутствием вытяжной вентиляции, нужно сварку приостановить, хорошо проветрить комнату. Процесс прекращается и при работе вне помещения при возникновении снегопада либо дождя. Сварка возобновляется лишь в двух случаях:
1. Осадки прекратились.
2. Над рабочей площадкой электросварщика установлен навес.
Когда в рабочей зоне происходит несчастный случай, надо сразу же освободить пострадавшего от травмирующего фактора и оказать человеку доврачебную помощь. Потом необходимо поставить в известность о несчастном случае начальника. Четким обозначением сварки можно избежать многих неприятных неожиданностей.
Окончание сварочных работПравила безопасности при окончании сварки также строги и должны неукоснительно выполняться. В этом случае сварщик обязан:
• отключить аппарат для сварки;
• проверить, нет ли очагов загорания (обнаружив, их заливают водой);
• место работы приводится в порядок (сварочные провода надо смотать в бухты, спрятать в специально отведенное место, убрать на хранение инструмент);
• если в ходе процесса сварки выявились нарушения стандартов безопасности, надо сообщить о них непосредственному начальнику.
Хорошее знание правил, установленных Гостехнадзором, гарантирует безопасность как самому сварщику, так и окружающим его людям.