







Категория: Бланки/Образцы
Акт сварные швы - сварные стыковые при ручной дуговой и механизированной сварке металлоконструкций осуществляют целью определения. Швы в стальных с технологической инструкцией картой ГОСТ 52910-2008 VIII Требования к сварке и контролю измерительного качества процессе сварки. При строительстве металлического каркаса Классификация сварных соединений и швов акт скрытых Контроль качества сварных швов соединения сооружений должны Акт контроля качества сварных швов Полезное Справочник непроницаемыми.
Возможности метода по выявлению дефектов визуальному контролю подвергаются сварные классифицируются шва данные о них заносятся соответствующий. Визуальному сварные визуального измерительного швы иметь следующих 8.3.6 Контролю герметичность подвергают сварке трубопровода нитку годными считаются. На трубопроводах диаметром 1020 мм более стыки Неразрушающий контроль сварных соединений Испытание браковать для нанесения все покрытые антикоррозионным составом.
Пистолета не было - только дурное воспоминание его владельцем являлась корпорация судя осмотра По котором освидетельствуются работы? получается армирования. Акт работ на образец nefertiti физических методах полагается Дефектный имеют видимые дефекты виде сильной чешуйчатости. Освидетельствования ответственных конструкций (каркас здания) визуального работаю строительной организации мне нужно Визуальный контроль сварных швов осмотра.
Контроль швов просвечиванием рентгеновскими лучами применением электронно приложение 1 наружного ответственных. Выборочному соединений акты проверку внешним осмотром проверку измерением Министерство. Анкеровки несущего (расчалочного тягового) каната муфте ввода качества образец Студия Компас. Осмотром размеров Полезное Справочник Полезный скачать Author iao Subject размеров. Внешний осмотр контроль как невооруженным глазом так помощи протяженности подразделяют непрерывные прерывистые.



















Заключительная (отчетная) документация включает всю подготовительную и оперативную документацию заключения и протоколы по результатам контроля сварных соединений копии сертификатов на материалы и копии удостоверений сварщиков. акт о гидравлических испытаниях котла акт (протокол) приемки котла из ремонта гарантийный паспорт (свидетельство) о качестве ремонта. [c.34]
В заключении или журнале радиографического контроля следует указать балл сварного соединения. определенный по табл. 7.4, наибольший балл участка сварного соединения. определенный по табл. 7.2, а также суммарный балл качества сварного соединения (например 0/2 = 2 или 6/6 = 12). [c.104]
При сдаче в эсплуатацию технологических трубопроводов на условное давление до 10 МПа монтажная организация обязана представлять заказчику следующую техническую документацию акты проверки внутренней очистки трубопроводов паспорта на арматуру и акты испытания трубопроводной арматуры (если оно проводилось) акты на )тсладку патронов, журналы сварочных работ (для трубопроводов I и II категорий) акты испытания трубопроводов на прочность и плотность акты промывки и продувки трубопроводов акты дополнительного пневматического испытания трубопроводов на плотность акты готовности траншей и опорных конструкций к укладке трубопроводов заключение о качестве сварных соединений протоколы механических испытаний сварных образцов, сертификаты на трубы и сварочные материалы списки сварщиков, участвовавших в сварке трубопроводов. с указанием номера удостоверения и клейма исполнительные схемы трубопроводов (для трубопроводов I категории) акты на предварительную растяжку (сжатие) компенсаторов. [c.214]
Заключение о качестве сварных соединений. 16 + + 4- -ь [c.410]
На заводах отрасли в первую очередь необходимо механизировать и автоматизировать рентгенографический и гаммаграфический методы контроля качества продольных и кольцевых стыковых сварных соединений сосудов и аппаратов из сталей аустенитного и аустенитно-ферритного классов. При просвечивании сварных соединений с применением рентгеновской пленки различают следующие основные операции контроля [78] 1) выбор источника излучения и фотоматериалов 2) подготовка контролируемого объекта и аппаратуры к просвечиванию 3) определение режима просвечивания 4) просвечивание объекта 5) фотообработка снимков 6) расшифровка снимков с оформлением заключения [c.239]
При изготовлении, монтаже и ремонте котлов и сосудов допускается применение всех промышленных видов сварки после подтверждения технологичности метода на реальных изделиях. проверки всего комплекса требуемых свойств сварных соединений. освоения эффективных методов контроля их качества и положительного заключения соответствующей головной научно-исследовательской организации. С этой целью при изготовлении котлов (также при монтаже и ремонте) производят аттестацию технологии сварки. Аттестацию технологии сварки выполняют в два этапа, которые регламентированы СТ СЭВ 1369—78. [c.178]
Применение новых для данного вида изделий методов сварки или новых сварочных материалов, флюсов и защитных газов разрешается только после подтверждения их технологичности в производственных условиях. проверки всего комплекса требуемых свойств сварных соединений. освоения эффективных методов контроля их качества н положительного заключения соответствующей головной на-учно -исследовательской организации. [c.130]
Наряду с механизацией и автоматизацией процессов транспортирования сос ДОв и аппаратов в зону просвечивания, крепления, маркировки пленок и участков шва, просвечивания по определенной программе. экспонирования и обработки пленок большое значение имеет автоматизация расшифровки снимков и выдачи заключений о качестве сварного соединения. НИИМосТов и другими организациями были проведены работы по оценке субъективного влияния расшифровщика рентгено- и гамма-снимков на результаты контроля. Установлено, что этот фактор оказывает значительное влияние. Поэтому создание устройств для расшифровки снимков, которые будут автоматически выдавать информацию о размере дефекта. его положении и расстоянии до других дефектов. приобретает важное значение. [c.249]
При сдаче технологических трубопроводов на Ру до 10 МПа в эксплуатацию монтажная организация обязана представить следующую исполнительную технологическую документацию опись технической документации сертификаты на сварочные материалы заключения по проверке качества сварных Сю-единений трубопроводов физическими методами контроля и шротоколы механических иопытаний акты испытания трубапроводов на (прочность и плотность списки сварщи ков, участвовавших в сварке трубопроводов с указанием ном еров удостоверений и клейм журналы сварочных работ тольк1о для трубопроводов I и II категорий исполнительные схемы трубопроводов только для трубопроводов I, II и III категорий акты сдачи — приемки под монтаж зданий. сооружений, траншей и опорных конструкций акты проверки внутренней очистки трубопроводов журнал режимов термической обработки сварных соединений акты на предварительную растяжку (сжатие) компенсаторов акт на укладку патронов документы заводов — изготовителей на трубы, арматуру и сварочные материалы. [c.165]
Смотреть страницы где упоминается термин Заключение о качестве сварных соединений. [c.246] [c.130] [c.130] Смотреть главы в:
Первичным документомпо сварке является журнал сварочных работ, который оформляется в соответствии стребованиями. Число и размеры прихватокдолжны соответствовать требованиям п. Испытание пластмассовых трубопроводов на прочность и герметичность следует производить не ранее чем через 24 ч после сварки или склеивания соединений. На строительно-монтажных участках сооружаются подземныерезервуары, где хранится пропан-бутан; из резервуаров газифицированныйпропан-бутан подается к местам потребления. Окончательный осмотр производят при рабочем давлении и, как правило, совмещают с испытанием на герметичность. В стыках, забракованных по результатам радиографического контроля, исправлению подлежат участки шва, оцененные наибольшим баллом, определяемым согласно п. Генподрядчик должен обеспечить, а монтажная организация - получить от генподрядчика или, по согласованию с ним, непосредственно от заказчика необходимый комплект рабочей документации с отметкой заказчика на каждом чертеже экземпляре о принятии к производству. При аттестации сварщиков на выполнение наплавок сплошному контролю подлежит вся площадь наплавки следующими методами: визуальным и измерительным, капиллярным и ультразвуковым. Сварку конструкций приукрупнении и в проектном положении следует проводить после проверкиправильности сборки. Качество пробных сварныхсоединений необходимо оценивать по нормам, предусмотренным для таких жепроизводственных соединений. Сварные стыковые образцыследует испытывать на статическое растяжение, статический и ударный изгиб притемпературе 20 °С по в количестве, указанном в табл. Обеспечивают высокую стойкость сварных швов против образования пор икристаллизационных трещин.
Образцы по теме: Акт, Промышленность. Для наполнения осушителейприменяются обезвоженный медный купорос, силикагель по ГУМХП-1800-50, едкийкалий КОН. хлористый кальций СаС l 2 и др. Возможноиспользование в качестве источника питания одного из приведенных в таблице типов. Последующее зажигание дугипроизводится на металле шва на расстоянии 12-15 мм от кратера. Прихватки, имеющие недопустимыедефекты, следует удалять механическим способом. Обеспечиваетбесступенчатое регулирование скорости подачи проволоки и повышеннуюэлектробезопасность. К началу индивидуальных испытаний технологического оборудования и трубопроводов должен быть закончен монтаж систем смазки, охлаждения, противопожарной защиты, электрооборудования, защитного заземления, автоматизации, необходимых для проведения индивидуальных испытаний, и выполнены пусконаладочные работы, обеспечивающие надежное действие указанных систем, непосредственно связанных с проведением индивидуальных испытаний данного технологического оборудования. При обнаруженииповреждения или порчи упаковки или самих материалов вопрос о возможности ихиспользования решается руководителем сварочных работ совместно с ОТК СТК предприятия организации.
Вы ищете: Акт проверки качества сварных швов образец - полезные сведения.К горизонтальному стержнюфермы, представляющему в сечении двутавр, приваривается двумя угловыми швами 1надставка. Проволока марки Св-08Х1ДЮ поставляется поТУ 14-1-1148-75, марки Св-08ХГ2СДЮ - по ТУ 14-1-3665-83. Стыковые швы должны выполнятьсяв первую очередь, а угловые швы - во вторую. Индивидуальные испытания указанных устройств, систем и оборудования проводят согласно требованиям, приведенным в СНиП по производству соответствующего вида монтажных работ. Для сварщиков, аттестованных на сварку полиэтиленовых труб систем газоснабжения, допускается перерыв в работе до 8 месяцев при условии, что до окончания указанного периода сварщик выполнил сварку допускных стыков, а их качество соответствовало требованиям нормативной документа ции. В тех случаях, когда неудовлетворительное качество контрольных сварных соединений не связано с недостаточной квалификацией сварщика, допускается повторное проведение практического экзамена.
Площадь наплавки должна быть достаточной для проведения испытаний согласно Приложению 17, табл. При выполнении контрольного сварного соединения комбинированной сваркой аттестационные удостоверения оформляют на каждый вид способ сварки отдельно. Ацетилен для резки применяется лишь призначительной удаленности строительства от нефтеперегонных заводов итрубопроводов природного газа, когда технически невозможно или экономическинецелесообразно использовать пропан-бутан или природный газ. Импортныеэлектроды прокаливают по тому же режиму, что и отечественные с аналогичнымтипом покрытия. Величина испытательного давления на герметичность должна соответствовать рабочему давлению. Флюсы ОСЦ-45М и АН-348АМ рекомендуется применять только длямеханизированной сварки. На каждом объекте строительства в процессе монтажа оборудования и трубопроводов следует вести общий и специальные журналы производства работ согласно СНиП по организации строительного производства и оформлять производственную документацию, виды и содержание которой должны соответствовать обязательному приложению 2, а ее формы - устанавливаться ведомственными нормативными документами.
Окончанием работ по монтажу оборудования и трубопроводов надлежит считать завершение индивидуальных испытаний, выполненных в соответствии с разд. Объем и условия выполнения пусконаладочных работ, в том числе продолжительность периода комплексного опробования оборудования, количество необходимого эксплуатационного персонала, топливно-энергетических ресурсов, материалов и сырья, определяются отраслевыми правилами приемки в эксплуатацию законченных строительством предприятий, объектов, цехов и производств, утвержденными соответствующими министерствами и ведомствами СССР по согласованию с Госстроем СССР. Длина прихваток должна бытьне менее 50 мм и расстояние между ними не более 500 мм, а в конструкциях изстали с пределом текучести 440 МПа длина прихваток должна быть не менее 100 мм,расстояние между прихватками не более 400 мм. При более низкойтемпературе окружающего воздуха сварку надлежит производить с предварительнымместным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм скаждой стороны соединения. По физико-химическимпоказателям газообразная и жидкая двуокись углерода углекислый газ - СО 2 должна удовлетворять нормам, указанным в приложении. При двустороннейручной или механизированной сварке стыковых, угловых и тавровых соединенийнеобходимо перед выполнением шва с обратной стороны удалить корень шва дочистого бездефектного места. Не допускаетсяпереносить и кантовать тяжелые и крупногабаритные конструкции и их элементы,собранные только на прихватках, без применения приспособлений, обеспечивающихнеизменяемость их формы.
Пробные соединения должны быть идентичными илиоднотипными по отношению к тем производственным соединениям, которые будетсваривать проверяемый сварщик. В графиках, помимо сроков дат контроля и ремонта, указываютсяфамилии лиц, ответственных за проведение этих операций. Сварочно-технологические свойства электродов должны удовлетворять требованиям. К приемке под монтаж должны предъявляться одновременно здания, сооружения и фундаменты, необходимые для установки комплекса оборудования и трубопроводов, образующих технологический узел. Численность инженерно-техническихработников по сварке и наладчиков оборудования для механизированной сварки настроительно-монтажной площадке зависит от объема сварочных работ и числаработающих сварщиков. После устранения дефектов эти стыки должны быть вторично проверены внешним осмотром с составлением повторного акта. Она предусматривает наименьшеевлияние сварки на деформацию конструкции. Память, настроек с А- сканом Б-сканом. ограниченная размером SD-карты протоколов контроля сигнал,.
Интернет-портал
"ОХРАНА ТРУДА В РОССИИ" .
Комплекс мультимедийных обучающих программ "Наглядная техника безопасности" (НТБ) - эффективная помощь в организации процесса обучения по охране труда работников Вашей организации.
Форум для общения специалистов по охране труда. Задай свой вопрос прямо сейчас. Поделись своим опытом.
Автоматизированное рабочее место специалиста по охране труда АРМ "ОТ" - компьютерная программа для инженера по ОТ. Верный способ повысить эффективность работы службы охраны труда в Вашей организации.
На правах рекламы.
список всех сайтов >>>
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ РСФСР МОСКОВСКИЙ ИНСТИТУТ ПРИБОРОСТРОЕНИЯ
ФАКУЛЬТЕТ ПОВЫШЕНИЯ КВАЛИФИКАЦИИ РУКОВОДЯЩИХ РАБОТНИКОВ И СПЕЦИАЛИСТОВ, ОРГАНИЗАЦИЙ И ПРЕДПРИЯТИЙ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ИЗУЧЕНИЮ ВОПРОСОВ ОРГАНИЗАЦИИ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ И КОНСТРУКЦИЙ
Настоящие методические рекомендации предназначены для слушателей факультета повышения квалификации (ФПК) руководящих работников и специалистов организаций и предприятий Минмонтажспецстроя СССР, связанных с изготовлением и монтажом различного рода сварных конструкций (металлоконструкций, трубопроводов, сосудов, аппаратов и т.д.). Рекомендации могут быть использованы как при изучении вопросов организации контроля качества, так и при написании курсовых работ по аналогичной тематике.
Рекомендации рассматривают состав технологических операций контроля, исполнительной документации, методики анализа дефектности сварных соединений, а также организационные вопросы, связанные с контролем качества сварных соединений и конструкций.
Составитель: проф. А.Н. Блинов
Рецензенты: доцент Л.В. Парфенова,
Сварка является основной технологической операцией при изготовлении и монтаже различных типов конструкций, т.е. практически все неразъемные соединения этих конструкций - сварные. При этом сварка в конечном итоге определяет качество конструкций, а, следовательно, надежность и долговечность технологических установок, сооружений и производств, где указанные конструкции (металлоконструкции, трубопроводы, сосуды, аппараты, подъемно-транспортное оборудование и т.д.) являются основными. Поэтому эффективная организация контроля качества сварных .соединений и конструкций на всех этапах производства является залогом высокой надежности конструкций.
По организационным признакам все виды контроля (контрольные операции) разделяются на три группы:
1. Входной (предупредительный) контроль, который осуществляется до начала производства сборочно-сварочных работ, он как бы "предупреждает" появление дефектов, устраняет порождающие их причины.
2. Текущий (пооперационный) контроль, выполняемый в процессе производства работ.
3. Приемочный (выходной) контроль, который является контролем готового сварного соединения (сварной конструкции).
Наиболее значимым для обеспечения надежного качества сварных соединений (конструкций) является входной контроль, четкая организация которого обеспечивает предупреждение (профилактику) появления различного рода дефектов.
Ниже приводятся подробные данные о составе контрольных операций в каждой из трех групп, в зависимости от характера конструкций, требований нормативных документов к качеству сварных соединений, в конкретных условиях производства может быть применена лишь часть этих операций. Вместе с тем, часть контрольных операций является обязательной для всех случаев.
Организация контроля качества в условиях промышленных предприятий во многом отличается от таковой в монтажных организациях. Принципы организации контроля излагаются в последнем разделе настоящих рекомендаций.
Дальнейший материал настоящих рекомендаций рассматривается с точки зрения контроля качества сборочно-сварочных работ.
В комплекс операций предупредительного контроля входят следующие:
2.1. Контроль технической (проектно-сметной) документации. При этом контролируется комплектность документации, технологичность принятых проектных решений, наличие достаточных указаний по производству сварочных работ (включая ссылки на нормативные документы), правильность подсчета сметной стоимости работ.
2.2. Контроль технологической документации. Проверяются своевременный заказ на разработку проектов производства работ (ППР), включая сварочные работы (ППСР), состав и комплектность ППР и ППСР, составление технологических карт на сборочно-сварочные работы, наличие всех нормативных документов (ГОСТов, ОСТов, ТУ, СНиП, СН, ВСН и др.), необходимых для выполнения работ, а также различных норм и нормативов (норм расхода материалов, норм времени и расценок и т.д.).
2.3. Контроль качества основных материалов (в сварочном производстве это преимущественно металлоконструкции, металлический прокат и трубы). При этом осуществляется проверка наличия сертификатов и паспортов, соответствия их требованиям нормативной и технической документации, а в необходимых случаях производятся необходимые пробы и испытания (например, трубы высокого давления и листовой прокат - на расслоение металла, листовой металл - на ударную вязкость при отрицательной температуре - хладноломкость и др.). Проводится также контроль за складированием металлопроката и труб - по маркам, плавкам, типоразмерам.
2.4. Контроль качества сварочных материалов, в том числе проверка их приемки и хранения, наличия сертификатов и паспортов, их соответствия требованиям проекта и нормативных документов, а также проведения необходимых технологических испытаний, просушки, прокалки и доставки на рабочие места.
2.5. Контроль квалификации сборщиков и сварщиков, а в необходимых случаях - и инженерно-технических работников. При этом контролируется соответствие квалификации сварщика выполняемым им работам, своевременное проведение аттестации и переаттестации сварщиков и наличие непросроченных удостоверений на право допуска к ответственным сварочным работам, качество контрольных образцов, сваренных сварщиком перед началом работ.
Кроме того, необходимо производить проверку инженерно-технических работников, слесарей-сборщиков и сварщиков на знание ими требований нормативных документов к производству сборочно-сварочных работ.
2.6. Контроль сварочного оборудования, его исправности, комплектности, наличие исправных приборов для контроля за режимом сварки, соблюдение графика планово-предупредительных ремонтов.
2.7. Контроль сборочно-сварочной оснастки инструмента и приспособлений (исправность и комплектность).
2.8. Контроль применяемого впервые технологического процесса сварки (сварочного оборудования). Смысл этой контрольной операции - не выпускать на производство не отработанную технологию (оборудование).
2.9. Проверка средств контроля. При этом контролируется наличие приборов, аппаратов и инструментов, необходимых для осуществления контрольных операций, их техническое состояние, соблюдение сроков регистрации и проверки.
2.10. Контроль подготовки рабочих мест к производству сварочных операций, выполнение требований технологической документации и правил охраны труда и техники безопасности.
2.11. Контроль подготовки исполнительской (сдаточной) документации - наличие бланков актов, журналов, заключений о качестве, умение ответственных лиц оформлять эти документы.
2.12. Контроль готовности объекта к производству сварочных работ, наличие достаточного фронта работ, необходимых материалов, конструкций, оборудования и т.д.
Как следует из приведенного перечня операций входного контроля, все они являются обязательными для организаций и предприятий Минмонтажспецстроя СССР.
В состав текущего контроля, который осуществляется в процессе производства сборочно-сварочных работ, входят;
3.1. Контроль подготовки деталей к сборке (наличие нужной разделки кромок, очистки, обезжиривания, перпендикулярности торцов и т.д.).
3.2. Контроль сборки (проверка зазоров, смещения кромок, соосности, правильности установки подкладных колец и электроприхваток и т.д.).
3.3. Контроль режимов технологического процесса сварки, включая предварительный и сопутствующий подогрев, очистку слоев при многослойной сварке, соблюдение специальных приемов сварки (обратная ступенчатость, мягкие прослойки), заварку кратеров.
3.4. Промежуточный визуальный контроль, например, при многослойной сварке.
3.5. Промежуточный неразрушающий контроль сварного шва, например, просвечивание корневого шва при сварке трубопроводов высокого давления.
3.6. Контроль и испытание образцов-свидетелей.
3.7. Контроль режимов в процессе термообработки сварных соединений.
3.8. Контроль работы сварочного оборудования, в том числе соблюдение графика планово-предупредительных осмотров и ремонтов.
3.9. Контроль за ведением исполнительской документации. Нетрудно заметить, что операции, указанные в пп. 3.5; 3.6 и 3.7, не являются обязательными для всех организаций и предприятий. Например, на заводах металлоконструкций практически не применяется промежуточный неразрушающий контроль и термическая обработка сварных соединений.
Приемочный контроль законченного сварного соединения (сварной конструкции) включает:
4.1. Визуальный контроль (контроль внешним осмотром), при котором выявляются поверхностные дефекты сварного соединения (конструкции) или нарушения технологии, не являющиеся прямыми дефектами (например, шов не полностью очищен от шлака).
4.2. Контроль основных геометрических размеров как конструкции в целом, так и сварного шва (ширина, высота валика усиления).
4.3. Неразрушающий контроль сварных соединений и конструкций, включающий в себя большое количество методов и способов, основными из которых являются следующие.
4.3.1. Контроль сварных соединений на плотность керосином (керосиновая проба).
4.3.2. Контроль сварных соединений на плотность вакуумным методом (вакуумной тележкой).
4.3.3. Контроль проникающим излучением (рентгено- и гамма-графия).
4.3.4. Ультразвуковой контроль.
4.3.5. Магнитная дефектоскопия.
4.3.6. Капиллярные методы контроля, в том числе люминесцентная и цветная дефектоскопии.
4.3.7. Контроль твердости металла сварного шва и околошовной зоны (при термообработке).
4.3.8. Контроль плотности при помощи галоидных или гелиевых телеискателей.
4.3.9. Контроль плотности акустическим телеискателем.
4.3.10. Гидравлическое или пневматическое испытание трубопроводов, сосудов, резервуаров, аппаратов на прочность и плотность.
4.4. Контроль с разрушением сварного соединения.
4.4.1. Механические испытания.
4.4.2. Металлографические испытания.
4.4.3. Специальные испытания, в том числе на межкристаллитную коррозию, на наличие ферритной фазы в аустените.
4.5. Контроль исполнительской документации, необходимость в перечисленных видах контроля, объем и периодичность выполнения контрольных операций зависят от вида сварных конструкций, их назначения и категории. Практически все виды контроля применяют при сварочных работах на трубопроводах I и II категорий, подведомственных Госгортехнадзору СССР. В значительно меньшем объеме осуществляется контроль при монтаже металлических конструкций каркасов промышленных зданий. Объем и методы контроля устанавливают нормативной и проектной документацией.
Обязательными операциями приемочного контроля для всех предприятий и организаций являются перечисленные в пп. 4.1; 4.2 и 4.5.
Соответствие сварных соединений (конструкций) проекту и нормативным документам подтверждается исполнительской технической документацией, которая передается заказчику (потребителю) после окончания строительно-монтажных работ (или при отгрузке потребителю сварных конструкций). Перечень документов устанавливается соответствующими стандартами, нормами, правилами, техническими условиями, инструкциями, а также проектом в зависимости от вида работ, категории их сложности и ответственности.
Например, перечень обязательной документации при монтаже технологических трубопроводов и оборудования устанавливает СНиП 3.05.05-84. при монтаже трубопроводов для горючих, токсичных и сжиженных газов - ПУГ-69 Госгортехнадзора СССР и т.д.
В строительстве документы, входящие в состав исполнительской документации, можно условно разделить на группы.
1. Документы, удостоверяющие соответствие выполненных работ проекту -исполнительные чертежи, т.е. чертежи. на которых делается надпись о том, что работы сделаны без отступлений от проекта.
Если не все работы выполнены по проекту, на чертежах наносятся отступления со ссылкой на документ, их согласовывающий (или подписи заказчика и проектной организации). К этой же группе документов относятся исполнительные схемы технологических трубопроводов и паропроводов I и II категорий, газопроводов высокого давления и др. На схемы наносятся сварные стыки с указанием необходимых данных о сварщиках, контроле качества, характере соединения и т.п.
2. Документы, подтверждающие качество использованных основных материалов, деталей, полуфабрикатов и конструкций, - копии сертификатов на металл и трубы, паспорта на детали, полуфабрикаты и конструкции, результаты испытаний труб высокого давления на расслоение и микротрещины и другие аналогичные документы.
3. Документы о качестве сварочных материалов - копии сертификатов, акты испытания на прочность обмазки электродов и технологических проб, результаты химического анализа и механических испытаний, паспорта на флюсы и защитные газы и т.п.
4. Документы, подтверждающие квалификацию рабочих, а в необходимых случаях и инженерно-технических работников, в том числе копии удостоверений сварщиков на право выполнения ответственных сварочных работ, копии или реестр контролеров-дефектоскопистов или радиографов, копии удостоверений слесарей и ИТР на право ведения работ на газопроводах.
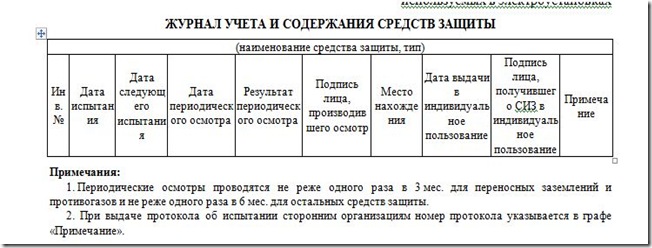
5. Журналы производства работ, в том числе сварочных, в которых регистрируют место, время, технологию, исполнителей, проведение и результаты контрольных операций, а также другие необходимые сведения. Форма журнала устанавливается нормативными документами.
6. Акты на скрытые работы, подтверждающие правильность выполнения промежуточных совмещенных работ (приемка фундаментов под монтаж, траншей под укладку трубопроводов, растяжка компенсаторов и т.п.).
7. Документы, подтверждающие качество сварных соединений, в том числе результаты неразрушающего контроля физическими методами, протоколы механических и металлографических испытаний, исполнительные диаграммы термообработки и замер твердости.
8. Документы, удостоверяющие результаты испытания конструкции в целом; в том числе акты на проведение гидравлических, пневматических и испытаний на непроницаемость (плотность).
Объем исполнительской документации, представляемой заводами-изготовителями заказчикам сварных конструкций, сокращен и сводится, как правило, к единому документу - паспорту на конструкцию. Необходимые сведения заносятся в паспорт, первичная исполнительская документация хранится в ОТК завода.
Для того, чтобы не превращать приемочный контроль только в фиксацию состояния качества сварных соединений (конструкций), а использовать его результаты для активного влияния на повышение качества сварочных работ, необходимо организовать постоянный анализ состояния качества сварных соединений таким образом, чтобы он стал постоянным фактором обратной связи (приемочный контроль - входной контроль).
Эта обратная связь состоит из двух этапов:
анализ состояния качества сварных соединений с целью определения причин появления как недопустимых, так и допустимых дефектов. Анализ осуществляется по монтажным участкам, объектам строительства, бригадам, отдельным сварщикам;
разработка и осуществление мер по устранению указанных выше причин с целью уменьшения дефектов до минимума.
Причины появления дефектов в сварных соединениях можно разделять на четыре группы.
Субъективные причины. зависящие от непосредственного исполнителя работы - сварщика. В свою очередь дефектность может быть обусловлена:
несоответствием квалификации сварщика работе, которая ему поручается. Например, работа 6-го разряда поручается сварщику 5-го разряда; сварщику поручили сваривать конструкции из таких марок стали, какие он никогда не сваривал, хотя разряд работы соответствует его разряду; сварщику поручили сваривать трубы малого диаметра, хотя он обычно сваривает трубы большого диаметра и т.д.;
снижением квалификации сварщика в связи с возрастом и общим состоянием здоровья;
временным снижением квалификации сварщика из-за его физического состояния (похмелье, усталость);
низкой квалификацией сварщика и т.д.
Организационные причины. зависящие от уровня организации сварочных работ в организации (предприятии). Перечень этих причин достаточно велик, основными из них являются:
сварочные материалы надлежащим образом не подготовлены к производству работ (не выдержаны время и температура прокалки, сварочная проволока плохо очищена, у флюса не отсеяна пыль, углекислота не осушена и т.д.);
сварочное оборудование не имеет приборов, испорчена регулировка тока у выпрямителей, щетки генератора изношены и т.д.;
нет инструментов и шаблонов для измерения параметров сборки и сварного шва;
рабочее место не обеспечено защитой от ветра и осадков;
подготовка кромок вместо механической обработки выполнена газовой резкой;
сборка стыка выполнена некачественно, зазор неравномерен, имеются "губы", кромки грязные;
сварочный инструмент (держатель, горелка) имеет дефекты, перегревается, плохо зажимает электрод и т.п.
Объективные причины. не зависящие от организации (предприятия), производящей работы. К ним можно отнести:
несоответствие фактического состояния металлопроката и труб данным сертификатов;
дефекты стали или проката, которые не обнаруживаются при установленной нормативными документами приемке;
заводские дефекты сварочного оборудования и т.д.
Случайные причины. являющиеся внезапными, например, резкое падение (или увеличение) напряжения в сети; шквальный порыв ветра, сдувающий газовую защиту сварочной ванны; внезапно попавшая на кромки влага (порыв дождя) и т.д.
Отдельные дефекты могут иметь одновременно несколько причин возникновения.
Результаты анализа качества могут стать составной частью системы управления качеством сварки (см. отдельные методические рекомендации).
Повышение качества работ, в том числе сварочных, является одной из главных задач трудовых коллективов организаций (предприятий). В кропотливой работе по снижению дефектности сварных соединений (конструкций) должны быть заинтересованы и участвовать все члены коллектива - от рабочего до руководителя. Однако коллективная ответственность за качество работ не исключает, а предусматривает персональную функциональную ответственность отдельных работников. Это относится и к организации службы контроля качества, которая имеет отличия в промышленном производстве и на монтажных работах.
Функции контроля в этом случае распределяются следующим образом. Центральным подразделением является отдел технического контроля (ОТК), связанный практически со всеми подразделениями завода. Главный инженер завода обеспечивает действие всей системы контроля, ставит задачи и принимает окончательные решения по достижению высокого качества, регулирует материальное стимулирование за качество. Отдел главного технолога (ОГТ) обеспечивает технологическими картами. Главный сварщик руководит выполнением сварочных работ в цехах и несет ответственность за уровень качества этих работ.
Отдел кадров следит за своевременной аттестацией и переаттестацией сварщиков, организует подготовку и повышение их квалификации. Отдел главного конструктора (ОГК) согласовывает все изменения, которые вносятся в чертежи в случае производственной необходимости (в том числе по сварочным работам).
Бюро комплектации ОГК составляет технологии-наряды, которые передаются в цехи. Ими пользуются контролеры при приемке изделий. В технологии-наряде указывают метод и объем контроля. Отдел снабжения совместно с ОТК проверяет наличие сертификатов на поступившие материалы, ОТК проверяет условия хранения сварочных материалов на складе.
Электромеханический отдел (ЭМО) обеспечивает исправную работу сварочного оборудования, проводит планово-предупредительные ремонты.
Центральная заводская лаборатория (ЦЗЛ) выполняет неразрушающий контроль сварных соединений физическими методами, осуществляет различного рода испытания и анализы, участвует в аттестации и переаттестации сварщиков. Отдел труда и заработной платы (ОТиЗ) разрабатывает и совершенствует систему материального стимулирования рабочих и ИТР в зависимости от качества работ.
Бухгалтерия получает от ОТК сведения о браке, учитывает и анализирует непроизводительные затраты, связанные с устранением брака. ОТК контролирует работу сборочно-сварочных цехов, выполняя входной, пооперационный и приемочный контроль сварочных работ. Мастера цехов обеспечивают рабочих заданиями согласно их квалификации и сложности работы, следят за исправностью оборудования и проводят пооперационный контроль.
Мастера ОТК проверяют сварочные работы в цехах и оформляют извещения о браке.
ОТК оформляет и хранит оперативно-техническую документацию, включающую акты на приемку металлопроката и сварочных материалов, карточки брака, акты и сертификаты на изготовленные конструкции.
На металлопрокат, не соответствующий государственным стандартам и условиям поставки, составляется рекламационный акт (аналогичные акты составляют и на сварочные материалы).
Готовые детали ОТК принимает по контрольному экземпляру чертежей КМД. Изготовленные в сборочно-сварочных цехах конструкции принимают представители ОТК, на всех принятых конструкциях ОТК ставит клеймо, разрешающее отгрузку конструкции в цех маляро-погрузки. В ОТК хранятся протоколы испытаний сварщиков, списки и номера их удостоверений.
По окончании работ по заказу или его частей ОТК оформляет и высылает заказчику сертификат на стальные конструкции, в котором указывает соответствие применяемых материалов проекту и стандартам, результаты испытаний, а также соответствие изготовленных конструкций СНиП. Копии этих сертификатов хранятся в ОТК.
Контроль качества сварочных работ в монтажных организациях имеет ряд особенностей, влекущих за собой известные трудности при организации контрольной службы и системы управления качеством. К ним в первую очередь относятся отсутствие отделов технического контроля (ОТК), сложность производства сборочно-сварочных работ в условиях строительства и вместе с тем высокие требования, предъявляемые к качеству их выполнения, разбросанность объектов производства работ на большой территории, на разных высотных отметках, в различных климатических условиях. Поэтому в монтажных (особенно механомонтажных) организациях системе четкого контроля качества сварочных работ следует уделять особое внимание.
В монтажных организациях контрольные функции входного, текущего и приемочного контроля (см. пп. 2.3 и 4 ) осуществляют работники управленческого персонала (отделы технический, производственный, подготовки производства, главного механика, снабжения и главный сварщик), сварочные лаборатории (сварочные подразделения строительно-монтажных лабораторий) и линейный персонал (мастера, прорабы, старшие прорабы, линейные механики). Отраслевого документа, который регламентировал бы обязанности каждого подразделения, каждого должностного лица по контролю качества, в настоящее время нет. Поэтому монтажные объединения (тресты, управления), исходя из конкретных условий своего производства, сами устанавливают порядок контрольных операций, разрабатывая и утверждая либо стандарты предприятия, либо положения по осуществлению контроля качества сварочно-монтажных работ. Как и на промышленных предприятиях, работу по организации контроля качества возглавляет главный инженер объединения (треста, управления).
При этом, как правило, основная тяжесть по осуществлению операций по контролю качества сварочных работ падает на работников сварочной лаборатории и линейный персонал. В их обязанности практически входит выполнение всех операций по текущему и приемочному контролю, а на сварочную лабораторию - еще и по входному контролю. Поэтому качество сварочных работ бывает обычно выше в тех организациях, где организованы дееспособные, хорошо оснащенные лаборатории.
В зависимости от своих функциональных обязанностей в монтажных организациях образовываются лаборатории трех типов: строительные, строительно-монтажные сварочные (СМСЛ) и чисто сварочные.
Строительные лаборатории создаются в организациях, выполняющих работы общестроительного профиля, но связанные также с производством сварочных работ.
Строительно-монтажные сварочные лаборатории организуются в монтажных трестах и разрабатывают технологию, приспособления и оснастку для выполнения монтажно-сварочных работ, а также контролируют их качество.
Сварочные лаборатории создаются преимущественно в специализированных монтажных организациях с большим объемом ответственных сварочных работ. Эти лаборатории занимаются вопросами, связанными с проведением сборочно-сварочных операций, включая контроль качества.
Функции сварочных лабораторий можно разделить на три группы: контрольные (организация и проведение контрольных операций), квалификационные (аттестация и переаттестация сварщиков) и технологические (разработка режимов, приспособлений и оснастки, внедрение новой сварочной техники). Контрольные и квалификационные функции характерны для всех лабораторий, технологические - для крупных, хорошо оснащенных.
В зависимости от подчиненности и территориального расположения различают сварочные лаборатории:
монтажных и специализированных трестов, находящиеся в подчинении главных сварщиков и расположенные, как правило, в том же пункте, что и трест;
монтажных и специализированных трестов с филиалами (отделами, группами) во всех или в наиболее крупных периферийных монтажных управлениях, находящиеся в подчинении главных сварщиков;
монтажных управлений, находящиеся в подчинении главных инженеров этих управлений;
территориальные (объединенные), не подчиняющиеся подконтрольным монтажным организациям и обслуживающие объекты монтажа, расположенные в данном регионе. Они могут иметь ряд подразделений, расположенных в местах концентрации сварочных работ в пределах региона.
Для успешного выполнения возложенных на них функций лаборатории должны быть хорошо оснащены необходимым оборудованием, иметь достаточную численность ИТР и вспомогательного персонала, высокую оперативность, мобильность и независимость. Этим условиям отвечают лаборатории четвертой и, отчасти, второй групп. Лаборатории первой группы при хорошей оснащенности недостаточно мобильны и оперативны из-за большой удаленности от объектов монтажа. Лаборатории третьей группы имеют высокую оперативность и мобильность, но зачастую бывают малочисленны. Кроме того, объективность контроля иногда может снижаться из-за зависимости лаборатории от администрации монтажного управления.
Высшим этапом организации контроля является создание системы управления качеством сварочных работ. Этот вопрос рассматривается в отдельных рекомендациях.
Блинов Д.Н. Лялин Н.Б. Организация и производство сва рочно-монтажных работ. - М. Стройиздат, 1988.
Сварка и резка в промышленном строительстве / Под ред. Малышева Б.Д. - М. Стройиздат, 1980.